

【集萃网观察】纤维素酶处理可去除棉针织物表面的绒毛,减少死棉及纱结头,使布面纹路清晰、光滑及平整,并可防止起球,提高产品档次。 1 常规酶洗工艺分析 1.1工艺流程及处方 (1)工艺流程 氧漂→水洗→中和→脱氧→酶洗→水洗→酶灭活、中和→染色 (2)处方 ①酶洗/(g/L) 中度酶洗 轻微酶洗 高浓度酶制剂液 0.7 0.4 冰醋酸 0.23 0.23 温度/℃ 55 55 时间/min 50 50 ②灭活、中和/(g/L) 纯碱 1.5 皂洗剂 1 温度/℃ 75~80 时间/min 20 1.2工艺存在的问题 棉针织物经氧漂后,布面杂质已基本去除,再进行酶洗就能充分发挥纤维素酶的作用。但酶洗后,布面手感较差,渗透性下降较严重,常会产生轻微色花。虽经加强水洗及酶灭活,但因水、蒸汽等供给不均衡,后处理条件无法保持一致,而导致纤维强降不易控制。加上后续加工粉尘较大,也造成了染色色光不稳定,特别是白色、浅色品种易泛黄。 为了解决上述问题,曾通过加强工艺监控来规范操作,如严格控制并调整pH值、增加酶作用的时间,提高工艺温度等,但产品质量仅略有改善,产品一等品率也只能保持在85%左右。 2 改进对策 2.1工艺调整 经过大量的试验和生产实践,发现常规工艺酶洗后,布面渗透性下降是影响染色的主要因素。于是,对常规工艺进行如下调整。 (1)工艺流程 坯布酶洗→氧漂→水洗→中和→脱氧→染色 (2)处方/(g/L) 中度酶洗 轻微酶洗 高浓度酶制剂液 0.8 0.5 冰醋酸 0.3 0.3 枧油 0.3 0.3 温度/℃ 55 时间/min 50 2.2调整后工艺优点 该工艺调整后,坯布酶洗毕不需水洗,可直接加碱及氧漂助剂,在高温(96℃)及碱性条件下进行氧漂。与原工艺相比,化学品的用量虽然有所增加,但省去了酶洗后的水洗,以及酶灭活、中和等工序,节省了能源,仍具有较好的经济效益。采用新工艺后,布面渗透性、强度也有了较大的改善;酶洗工艺条件容易控制,酶洗后充分利用了氧漂及水洗,使布面更干净,后道加工粉尘较少,彻底解决了白色、浅色品种易泛黄等问题,产品一等品率也提高到98%以上。 2.3新旧工艺比较 分别采用原工艺酶洗、新工艺酶洗,对全棉18.5 tex 1+1罗纹织物进行处理,之后用深大红色上染,经过多次试验,得到不同酶洗工艺对织物性能的影响(表1)。 表1数据表明,在布面酶洗效果达到客户要求的情况下,新工艺处理后的布面毛效、白度有较大幅度的改善,减量率、强力损失率降低,各项色牢度均提高半级以上,部分已接近未酶洗布的性能,说明调整后的新工艺是切实可行的。 表1不同酶洗工艺对棉针织物性能的影响 注:强力损失以未酶洗的为基准。 3 注意事项 (1)加纤维素酶前,坯布必须浸透。 (2)pH值必须调到4.5~5.0。 (3)加纤维酶时,必须关闭机台蒸汽,防止局部温度过高而使纤维酶活性下降。 (4)酶洗后氧漂的碱量要适当增大,以刚好中和酶洗浴中的酸为宜,满足氧漂的工艺需求。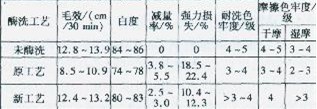
来源: 印染在线 作者:廖德春,范财旺(福建省南平彩虹染整有限公司,福建南平353000)
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











