-
ЖўЮЌТыШыПкЁѓ
 АВзПAPP
АВзПAPP ЮЂаХКХЃКyinhuashijie
ЮЂаХКХЃКyinhuashijie ЪжЛњАц
ЪжЛњАц ЁЖгЁЛЈЪРНчЁЗдгжО
ЁЖгЁЛЈЪРНчЁЗдгжО ЮЂаХШКНгШыПк
ЮЂаХШКНгШыПк ПЭЗў
ПЭЗў
- АяжњжааФ
АВзПAPPЮЂаХКХЃКyinhuashijieЪжЛњАцЁЖгЁЛЈЪРНчЁЗдгжОЮЂаХШКНгШыПкПЭЗў

ЁЁЁЁвЛ ШЫдьУЋЦЄЕФНсЙЙЬиЕу
ЁЁЁЁеыжЏШЫдьУЋЦЄЕФЕзВМЮЊЯпШІНсЙЙЃЌШоУЋЯЫЮЌГЩЁАUЁБзжаЮЃЌгыЕзВМНќгкДЙжБЛђГЪвЛЖЈНЧЖШХХСаЃЌОпгаКмЧПЕФСЂЬхИаЁЃШоУЋдСЯДѓЖрВЩгУыцТкЁЂЕгТкКЭбђУЋЃЌИљОнВњЦЗШоУЋЗчИёВЛЭЌЃЌбЁгУВЛЭЌЙцИёЕФЖЬЯЫЮЌНјааеыжЏЃЌ вдДяЕНЩшМЦжавЊЧѓЕФШоУЋаЇЙћЁЃеыжЏГЃгУЕФБржЏЗНЗЈгаСНжжЃК УЋЬѕЮЙШыБржЏКЭШоЩДЮЙШыБржЏЁЃЧАепПЩЪЁШЅЗФШоЩДЙЄађЖјжБНгНјааБржЏЃЌКѓепВЛФмЪЙгУДжЯЫЮЌЁЃеыжЏШЫдьУЋЦЄВњЦЗЦЗжжКмЖрЃЌ гУЭОвВКмЙуЗКЃЌШчгУгкЗўзАЁЂаЌУБЁЂЪжЬзЁЂЕиЬККЭЖљЭЏЭцОпЕШЁЃвЛАуПЩЗжЮЊЮхДѓРрЃЌ МДЗТЪоШоУЋЦЄЁЂЦНМєШоУЋЦЄЁЂГЄУЋШоУЋЦЄЁЂЙіЧђШоУЋЦЄКЭЭцОпШоУЋЦЄЁЃ
ЁЁЁЁЖўгЁЛЈЙЄве
ЁЁЁЁеыжЏШЫдьУЋЦЄЫПЭјгЁЛЈЙЄвеЪЧвЛжжаТЙЄвеЃЌ ЫќЭЖзЪЩйЁЂМћаЇПьЁЂаЇЙћМбЃЌЖдЗЂеЙШоУЋВњЦЗЕФЩЋВЪЦЗжжОпгавЛЖЈЕФвтвхЁЃеыжЏШЫдьУЋЦЄгЁЛЈжЎЧАЃЌАДзХШЫдьУЋЦЄЕФЩњВњСїГЬЪЧЩЂЯЫЮЌЕФШОЩЋвЛКЭУЋвЛжЦЬѕвЛБржЏвЛЖЈаЭвЛМєУЋЁЃШЛКѓНјаагЁЛЈЩњВњЙЄвеСїГЬЃКжЏЮяећРэвЛЛЈбљЩшМЦвЛЭјАцжЦзївЛгЁЛЈЩЋНЌЕїХфвЛгЁЛЈвЛеєЛЏвЛЭЫНЌвЛКцИЩвЛКѓећРэЁЃ
ЁЁЁЁ1.ЛЈЭјгЁАцжЦзї
ЁЁЁЁНЋЛЈЮЦзЊвЦЕНПеАзЭјАцЩЯЃЌЪЙЭјАцЩЯгаЛЈЮЦДІЕФЭјПзБЃГжяЮПезДЬЌЃЌЮоЛЈЮЦДІЭПЩЯвЛВуВЛФмЭИгЁЩЋНЌЕФФЄЖјжЦГЩЛЈЭјгЁАцЕФЙ§ГЬНазіЛЈЭјжЦАцЁЃЛЈЭјжЦАцгаЪжЙЄжЦАцЗЈЁЂИаЙтжЦАцЗЈЁЂХчРЏжЦАцЗЈЁЂХчФЋжЦАцЗЈЁЂМЄЙтжЦАцЗЈКЭБЁФЄзЊвЦжЦАцЗЈЁЃЦНЭјАцгыдВЭјАцжЦзїЛљБОЯрЭЌЃЌЦНЭјгЁЛЈЕФгІгУНЯдВЭјгЁЛЈЖрЃЌдвђЪЧЦНЭјжЦЭјГЩБОБШдВЭјЕЭЃЌ гЁжЦЭМАИЧхЮњЖШИпЁЂСЂЬхИаЧПЃЌЩњВњХњСПаЁЕФЪБКђЃЌзмГЩБОНЯЕЭЃЌЫљвдЦНЭјгЁЛЈЛњЕФБШжиНќРДгаЫљЬсЩ§ЁЃЕБЧАгЁШОГЇГЃгУЕФЦНЭјгЁЛЈАцжЦзїЗНЗЈвдИаЙтжЦАцЗЈОгЖрЃЌ ЦфЙ§ГЬЮЊИљОнЛЈЮЦОЋЯИЧщПібЁдёЫПЭјЃЌ ШЛКѓНЋЫПЭјеГЬљЕНЭјПђЩЯжЦГЩПеАзЭјАцЃЌдйдкЭјАцЩЯЭПВМИаЙтНКЃЌИЩдяКѓИВЩЯЕЅЩЋУшИхе§ЦЌЃЌНјааЦиЙтЃЌЖјКѓЯдгАЁЂГхЯДЃЌОаоАцКѓБуПЩзїЮЊЛЈЭјгЁАцЩЯЛњЃЌ ПЩдкШЮКЮвЛжжЦНЭјгЁЛЈЛњЩЯгЁЛЈЁЃдВЭјгЁЛЈОЭЪЧНЋЦНЭјИФГЩдВЭВаЮЕФФјЭјЃЌдкдВЭјФкЪЂЗХЩЋНЌЃЌ ОЙЮгЁЖјЕНжЏЮяЩЯЃЌ ФПЧАЪЙгУЕФДѓВПЗжЪЧЮдЪНдВЭјгЁЛЈЛњЁЃдкФјЭјЩЯПЬГіяЮПеЛЈЮЦЭМАИЕФЗНЗЈГЦЮЊдВЭјЛЈАцЕФжЦзїЁЃЦљНёЮЊжЙЃЌдВЭјЛЈАцЕФжЦзїЗНЗЈгаЮхжжЃКЕчж§ПЬЛЈвЛДЮГЩаЭЗЈЁЂИаЙтжЦАцЗЈЁЂМЄЙтжЦАцЗЈЁЂХчРЏжЦАцЗЈЁЂХчФЋжЦАцЗЈЁЃдВЭјгЁЛЈЫфгагЁЛЈЫйЖШБШЦНЭјгЁЛЈПьЃЌ гЁЛЈГЩБОЕЭЕШгХЕуЃЌ ЕЋдкЛЈЛиЕФДѓаЁГЌЙ§дВЭјзюДѓжмГЄЁЂгЁжЦОЋЯИЖШвЊЧѓКмИпЕФЛЈбљЃЌ дВЭјгЁЛЈОЭВЛЪЪКЯЃЌЖјвдЦНЭјгЁЛЈЮЊвЫЁЃ
ЁЁЁЁ2.гЁЛЈЩЋНЌЕФХфжЦ
ЁЁЁЁИїжжШОСЯгЁЛЈЪБЃЌЪзЯШвЊбЁгУКЯЪЪЕФгЁЛЈдК§ЃЌбЁгУЪБАДееШОСЯЕФгЁЛЈадФмЁЂгЁЛЈЩЋНЌЕФСїБфадМАгЁЛЈЗНЗЈДѓжТОіЖЈбЁгУФФвЛРрЕФгЁЛЈК§СЯЁЃдК§ЪЧгЁЛЈЩЋНЌЕФжївЊГЩЗжжЎвЛЁЃЫќЕФзїгУЪЧАбШОСЯЁЂЛЏбЇЦЗКЭжњМСЕШДЋЕнЕНжЏЮяЩЯШЅЃЌЗРжЙЩјЛЏЁЃгЁЛЈНЌЕФадФмдкКмДѓГЬЖШЩЯШЁОігкдК§ЕФадФмЃЌдК§ЕФадФмжБНггАЯьгЁЛЈВњЦЗЕФжЪСПКЭГЩБОЁЃЫљвдЃЌдкбЁгУдК§ЪББиаызЂвтШчЯТМИЕуЃКЂй гыЫљВЩгУЕФШОСЯКЭжњМСБиаыгаСМКУЕФЯрШнад;Ђк ЖдЫљгЁЕФжЏЮявЊгаЪЪЖШЕФЩјЭИадЃЌЩјЭИадЪЧжИЛЈЮЦЯђжЏЮяЗДУцЩјЭИЕФЧщПіЃЌгАЯьЩјЭИадЕФвђЫигажЏЮяЧАДІРэаЇЙћЁЂгЁЛЈЛњЕФбЙСІвдМАгЁЛЈдК§ЕФЩјЭИадКЭЪЙгУЕФгЁЛЈжњМС; Ђл КЌЫЎадКЭШмЫЎадвЊКУ; Ђм ЖдЯЫЮЌЕФ№ЄадвЊКУ;Ђн гЁЛЈЙЬЩЋКѓвЊвзЧхЯДГ§ЕєЃЌРэЯыЕФК§СЯгІОпгаКУЕФЩЋНЌжќДцЮШЖЈадЁЂРыЕФИјЩЋСПЁЂСМКУЕФБЇЫЎадКЭТжРЊЧхЮњЖШЁЃВЛЭЌШоУЋдСЯ(ыцТкЁЂЕгТкЁЂбђУЋ)ЕФУЋЦЄВЩгУВЛЭЌдК§гыШОСЯХфжЦЕФЩЋНЌЃЌОпЬхОйШдШчЯТЁЃ
ЁЁЁЁ
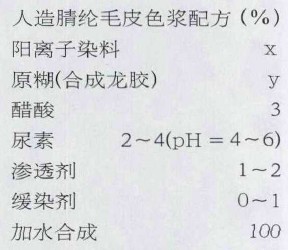
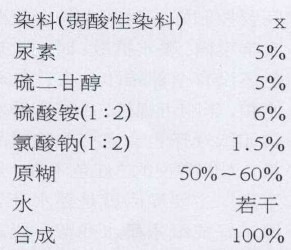
ЁЁЁЁШЫдьЕгТкУЋЦЄЩЋНЌХфЗНЃК ЕгТкЪЧЪшЫЎЕФШШЫмадЯЫЮЌЃЌБэУцЙтЛЌЃЌгЁжЦВЛвзОљдШЁЃбЁгУЕФдК§гІгаСМКУЕФ№ЄзХадФмЁЂШѓЪЊадЁЂгЁЭИадКЭвзЯДЕгадЁЃКЃдхЫсФЦгЁЭИадКУЁЂгЁВуБЁЁЂгЁжЦПщУцЛЈаЭЪБНЯОљдШЃЌПЩгыШщЛЏК§жЦГЩЛьКЯК§ЃЌвдИФЩЦЙЮгЁадФмЃЌгУгкВМЖЏЪНЦНЭјЛђдВЭјгЁЛЈЛњгЁЛЈЁЃгУєШМзЛљЛЏЕФЯЫЮЌЫиЛђЕэЗлЕїжЦЕФдК§ЃЌ ИјЩЋСПИпЃЌФмгЁЕУТжРЊЧхЮњЁЂОљдШадКУЕФЛЈЮЦЃЌЕЋЫљгУК§СЯБиаыжЪСПгХЕШЃЌєШМзЛљЛЏОљдШЃЌЗёдђОжВПУбЛЏВЛСМЕФєШМзЛљЯЫЮЌЫиЛсЕМжТгЁЛЈЪБЖТШћЭјПзЁЃДЬЖЙНКЁЂЙЯЖњНККЭЫќУЧЕФУбЛЏбмЩњЮявВЪЧЕгТкжЏЮягЁЛЈЕФСМКУК§СЯЃЌ ПЩИљОнгЁжЦЕФЛЈаЭКЭгЁЛЈЩшБИНјаагабЁдёЕФРћгУЃЌЛђгыЦфЫћК§СЯЦДгУЁЃ
ЁЁЁЁШЫдьЕгТкУЋЦЄгЁЛЈЩЋНЌХфЗНОйР§ЃК
ЁЁЁЁ
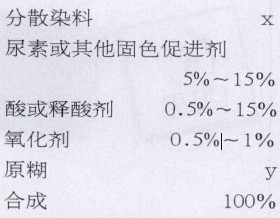
ЁЁЁЁШЫдьбђУЋЦЄгЁЛЈЩЋНЌХфЗНЃКШЫдьбђУЋЦЄжЏЮягЩгкбђУЋЕФЬиЪтадЁЂдкдЄДІРэЙ§ГЬжаЃЌГ§ашОЙ§ГЃЙцЕФЯДФиЁЂЦЏАзЕШДІРэЭтЃЌЛЙашвЊбѕЛЏДІРэЃЌвдИФБфУЋЕФСлЦЌзщжЏЃЌЪЧЯЫЮЌвзгкШѓЪЊКЭШмеЭЃЌЫѕЖЬгЁЛЈКѓЕФеєЛЏЪБМфЃЌЯджјЬсИпЖдИїжжШОСЯЕФЩЯШОТЪЃЌЭЌЪБПЩЗРжЙжЏЮядкМгЙЄЙ§ГЬжаВњЩњеБЫѕЯжЯѓЁЃ
ЁЁЁЁШЫдьбђУЋЦЄгЁЛЈЩЋНЌХфЗНОйР§ЃК
ЁЁЁЁ
ЁЁЁЁКЃдхЫсФЦК§ЕФгЁЭИадКЭвзЯДЕгадЖМКмКУЃЌЪЧЪЙгУНЯЙуЕФК§СЯжЎвЛЃЌГЃВєЛьШщЛЏК§ЪЙгУЁЃдВЭјКЭВМЖЏЦНЭјгЁЛЈЛњГЃгУжВЮяжжзгНККЭЕэЗлЕФєЧввЛљУбЛЏбмЩњЮяЃЌГЃгУЕФжВЮяжжзггаДЬЛБЖЙНКЁЂдэМдНККЭЙЯЖћЖЙНКЁЃ
ЁЁЁЁЩЯЪіИїжжгЁЛЈЩЋНЌЕїХфЪБЃЌгІЯШАбжњМСЕїГЩНЌзДЃЌШЛКѓдйМгИїЫсРрЮяжЪЃЌЪЙШОСЯГфЗжШмНтЃЌдйгыдК§ХфГЩЩЋНЌЁЃ
ЁЁЁЁ3.еєЛЏЙЬЩЋ
ЁЁЁЁжЏЮядкгЁЛЈвдКѓвЊНјааеєЛЏДІРэЃЌ ЪЙДѓВПЗжСєдкЩЋНЌжаЕФШОСЯдкЫЎЕФДцдкЯТЗЂЩњШмНтЃЌзЊвЦЕНЯЫЮЌЩЯЃЌВЂРЉЩЂЕНЯЫЮЌФкВПЁЃеєЛЏПЩЪЙШОСЯКЭЛЏбЇжњМСдкНЯИпЮТЖШЯТЃЌРћгУИпЮТЯТЫЎЗжЕФзїгУЃЌЪЙЩЋНЌгыжЏЮяЗЂЩњХђеЭЃЌ ДйНјШОСЯгыЙЬАќМСЩјЭИЕНЯЫЮЌЩЯЃЌ гыЯЫЮЌдкНЯЖЬЕФЪБМфФкЭъГЩБивЊЕФЛЏбЇЗДгІЁЃЫќУЧЕФеєЛЏЬѕМўШчЯТЃКЂй ыцТкУЋЦЄЃК дкеєЛЏЛњжаЮТЖШПижЦдк (1 0 1ЁЋ1 05) Ёц ЃЌ ЪЊЖШБиаыдк 90%ЁЋ98% ЕФЗЖЮЇФкЃЌжЏЮяеєЛЏЪБМфЮЊ(8ЁЋl5)minЁЃеєЛЏКѓашЭИЗч(5ЁЋl0) minдйаЖЯТЃЌвдЗРжЙХђеЭЕФНЌСЯЖджЏЮяВњЩњ№ЄзХзїгУЖјЕМжТДюЩЋЁЃЂк ЕгТкжЏЮягУЗжЩЂШОСЯгЁЛЈЃЌИпЮТИпбЙеєЛЏЗЈЙЬЩЋЪЧжЏЮягЁЛЈКѓдкУмЗтЕФИпбЙЦћеєЯфФкЃЌдк(125ЁЋ135) ЁцЯТЃЌеєЛЏдМ30 minЃЌЦћеєЯфФкЕФеєЦћЙ§ШШГЬЖШВЛИпЃЌНгНќгкБЅКЭЃЌЫљвдЯЫЮЌКЭЩЋНЌЮќЪЊНЯЖрЃЌ ШмеЭНЯКУЃЌгаРћгкЗжЩЂШОСЯЯђЯЫЮЌФкВПзЊвЦЃЌЫЎЯДЪБНЌСЯвВвзЯДЕєЁЃЂл еєЛЏЪБЃЌбђУЋжЏЮяЩЯЩЋНЌКЌГБвЊЪЪЕБЃЌКЌГБЙ§ЕЭеєЛЏаЇЙћВЛСМЃЌКЌГБНЯИпЕУЩЋЩюЧвбоЃЌ ЕЋЙ§ИпвзВњЩњЩјЛЏВЂдкЯДЕгЪБВњЩњеДЩЋЃЌ ЙЪдкжЏЮяжЎМфГЃГЃМавдКЌГБ10% ЁЋ15% ЕФУоВМвЛЦ№еєЛЏЁЃвЛАугУ(130ЁЋ135) Ёц ЕФБЅКЭЦћеєЃЌЦћеєЪБМф(30ЁЋ40)minЁЃ
ЁЁЁЁ4.ЭЫНЌ(ЫЎЯД)
ЁЁЁЁгЁЛЈКѓЕФжЏЮяОЙ§ИпЮТеєЛЏЃЌДЫЪБДѓВПЗжШОСЯвбОгыЯЫЮЌНсКЯЃЌЖргрЕФШОСЯКЭЭъГЩСЫДЋЕнШОСЯШЮЮёЕФК§СЯвдМАМгШыгЁЛЈЩЋНЌжаЕФИїжжжњМСОљвбЭъГЩСЫЫќУЧЕФЪЙУќЁЃЭЫНЌЕФФПЕФОЭЪЧвЊНЋЮДВЮМгЗДгІЕФвЛВПЗжГЙЕзДгжЏЮяЩЯШЅГ§ЕєЁЃДІРэЕУВЛКУЛсеДЮлАзЕиЃЌ гЁЛЈДІЩЋВЪЮЎАЕЃЌгАЯьгЁЛЈВњЦЗжЪСПЁЃжСгкЭЫНЌ(ЫЎЯД)ЙЄвеМђЕЅгыИДдгЃЌКмДѓГЬЖШЩЯШЁОігкЫљбЁгУЕФдК§ЃЌШчЙћбЁгУШмЫЎадКУЕФдК§ЃЌ ЫЎЯДЪБМфЛсЫѕЖЬЁЃжЏЮяЭЫНЌКѓЪЧЭбЫЎЙЄађЃЌПЩАДеееыжЏЮяКѓећРэЙЄвеНјааЁЃ
ЁЁЁЁШ§еыжЏШЫдьУЋЦЄгЁЛЈгІзЂвтЕФЮЪЬт
ЁЁЁЁдкеыжЏШЫдьУЋЦЄКѓећРэжаЃЌВњЦЗЕФЗљПэЖЈаЭаЇЙћЕФКУЛЕЃЌ гыШЫдьУЋжЏЮяЕФЕзВМОЮГУмЖШЁЂгУЩДЦЗжжКЭжЇЪ§ЁЂНКСЯЦЗжжМАХфБШЕШвђЫигазХУмЧаЙиЯЕЁЃ
ЁЁЁЁШоУЋдСЯжжРрЬиаддкКѓећРэМгЙЄжаЃЌ ОГЃЛсгАЯьЕНУЋжЏЮяЕФШоУЋаЇЙћЁЃШчыцТкаЇЙћНЯКУЃЌЖјЕгТкаЇЙћНЯВюЁЃЖјЧвМДЪЙЪЧЭЌжжЯЫЮЌШоУЋЃЌ ВЛЭЌЙцИёвВЛсВњЩњВЛЭЌЕФаЇЙћЃЌЮЊДЫЃЌдкКѓећРэМгЙЄЙЄвеЪБЃЌБиаыШЯецПМТЧетаЉУЋЯЫЮЌЕФЬиадЃЌетбљОЙ§КѓећРэМгЙЄКѓЃЌПЩЪЙШоУЋЗчИёКЭЬиЕуФмГфЗжЗЂЛгГіРДЁЃ
ЁЁЁЁРДдД СѕгРЧь(РДдДЛЅСЊЭј)
ИУЮФеТднЪБУЛгаЦРТлЃЁ
зюаТММЪѕЮФеТ
ЕуЛїХХаа
 ЁЂ
МЏнЭгЁЛЈММЪѕНЛСї2ШКЁЂ
МЏнЭгЁЛЈеаЦИ/ЧѓжА2ШК
ЁЂ
МЏнЭгЁЛЈММЪѕНЛСї2ШКЁЂ
МЏнЭгЁЛЈеаЦИ/ЧѓжА2ШК











