

静电植绒是将基布置于一高压静电场中,两个带有不同电荷的物体,会发生相斥或相吸的原理。根据绒毛飞跃方向,植绒加工方法分为下降法、上升法、横向飞跃法和向上向下飞跃法。目前国内采用的80%都是下降法。在植绒过程中,绒毛除了接触带电外,在进入电场后,还要受到极化而带电。正是由于接触带电,保证了绒毛向正极板方向运动,又由于极化而带电,保证了绒毛在均匀电场中的转动作用,使得绒毛直立于基布上而不会平躺在上面。(有关静电植绒的详细内容可参看《网印工业》2007年2月刊和2007 年3月刊)这里不再赘述。
一 腈纶毛毯的印花原理
碱性染料亦称盐基性染料,其发色基团大多数为有机碱类,与无机酸结成盐,染料在水溶液中离解时,因色素基团带阳电荷,故属名为阳离子型染料。随着合成纤维的发展,人们发现腈纶用它未染色有较好的牢度,染料厂商就专门制造了一批新型染料,称阳离子染料,以区别原来的碱性染料。这类染料在国内冠以“碱性”或“阳离子”,国外通称盐基染料。将阳离子染料依附在印花浆中作为递载作用, 通过丝网印花,将含有阳离子染料色浆刮印在腈纶植绒毛毯簇绒的局部表面上,色浆由绒毛头向毛毯底部渗透,从纤维表面向内部深处渗入,印花后再经汽蒸固色,此时阳离子染料与表面带有阴电荷的腈纶纤维以离子键形式相结合而着色,使毛毯产生局部彩色花纹。为了腈纶毛毯增添花色品种,还可在花纹的轮廓线部位再印刷上一种特殊药剂(二甲基亚矾、二甲基乙酰胺可作溶剂)使印有特殊药剂的地方在高温汽蒸时,部分腈纶绒毛在药剂的作用下发生熔融收缩作用而形成凹陷花纹出现凹凸效果,这也就是腈纶植绒毛毯的凹凸烂花印花工艺。
二印花系统的选择
由于腈纶毛毯为厚重织物,绒毛有一定的高度,并且毛毯大小要求不一 ,批量也不会一致,花型多变,品种不一。故一般以选择平版丝网印花机,也可采用自动平网印花机,毛毯印花机与普通平网印花机一样,为了适应毛毯织物印花,平网印制有手工刮印和机械自动刮印两种,前者是用刮刀在筛网上手工刮印,后者则利用机械或电磁驱动刮刀刮印。常用的刮刀有橡胶刮刀和磁棒刮刀。磁棒刮刀实际上就是圆形金属棒,依靠电磁力的吸引和拖动,使金属棒移动实现刮印,刮浆系统也要改造, 因为毛毯印花吸浆量大,为了提高给浆量,采用双橡胶刮刀真空抽吸或用双辊刮浆,色浆存放在两刮刀或双辊之间, 因此,印浆量和印透性都有较大提高。由于植绒毛毯吃浆量大,选择丝网渗透性好的,丝网目数在6O~80目的丝网,再加上调配适宜的色浆即可保证较大的给浆量。
三、印花原糊及染化料的选择
1.印花原糊的选择
因为腈纶植绒毛毯吃浆量大,毛毯印花浆的粘度比普印花浆要低,网版孔又大,印花速度运行慢,常用含固量低,渗透性好的糊料。有些阳离子染料不耐碱,同时还要考虑染料的阳离子性,一般选用龙胶做腈纶印花糊料。该原糊在印花中印制性能良好,对有机酸、淡碱以及金属离子的稳定性也较好,常与采用印麦淀用粉糊、乳化糊A等混合使用, 由于天然龙染胶价格昂贵并且货源紧缺,近年来多用羟乙基皂荚胶(也称合成龙胶)来代替。
2.染化料的选择
(1)染料:前面已经论述选择阳离子染料即可。适用于印花的国产阳离子染料如下.
阳离子型嫩黄X一8GL
阳离子型艳红X一5GN
阳离子型红2GL
阳离子型艳蓝RL
阳离子型翠蓝X—GB
阳离子型嫩黄7GL
阳离子型桃红X—FG
阳离子型红2BL
阳离子型蓝X—GRL
阳离子型黑X—RL
(2)助剂
① 渗透剂:因为毛毯为厚重织物,印花时是单面刮印色浆,为了保证染料色浆能从绒毛的头部向根部底布方向渗透,又不可渗过底布。故要适量加入一些非离子渗透剂(如渗透剂JFC),用量上应严格控制,不可过度渗透。可根据不同类型地毯的厚度、绒毛的高度、紧密程度和印花色调的要求不同,而适量进行调整。
② 酸度调节剂.因为阳离子染料是属于在酸性条件下上染腈纶,故此pH值的高低直接影响染料的上染率和上染速度。一般pH值在4—5之间效果较为理想,为此向色浆中应加入一定量酸剂,可选用醋酸或醋酸一醋酸钠缓;中溶液作为酸剂,由于高温时间太长醋酸会挥发导致色变,故可选用非挥发性的溶剂,如醋酸铵、硫酸铵、酒石酸、柠檬酸等来代替醋酸。
③匀染剂(缓染剂): 因为静电植绒毛毯的绒毛在印花时容易发生渗化现象,而造成花纹轮廓模糊不清,因为腈纶带有负电荷,用阳离子染料印花时,腈纶纤维会很快吸附阳离子染料而出现“染花”的现象,可加入匀染剂防止色浆渗透,可起到缓染和匀染目的。如常用的有平平加O、匀染剂1227、元明粉 (硫酸钠)也是一种应用广泛的廉价的缓染剂,在印制面积较大的花型时,色浆中可加入适量的缓染剂。
④固色促进剂:主要是促使纤维溶胀,以利染料进入纤维和扩散,可缩短蒸化时间。如三氰乙基胺、氰乙醇等。尿素也可用作固色促进剂,尿素能提高染料的给色量和均匀度。尿素具有助溶作用,有利于染料的溶解。又有吸湿作用,有利于染料的扩散,并对纤维起一定的膨胀作用。
烂花助剂:腈纶易溶解在二甲基亚矶或二甲基乙酰胺中,对腈纶绒毛起“烂花”作用,使织物呈现出凹凸形状而达到立体效果。
烂化浆制备:烂花剂4.2kg、平滑柔软剂3.8kg混合搅拌均匀即可。
3、印花色浆的制备
⑴ 印花色浆处方举例:
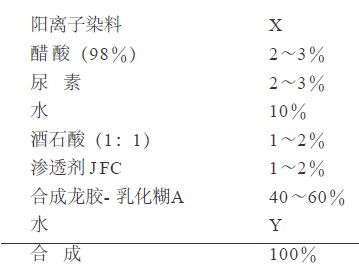
⑵ 印花色浆配制说明:
① 称量一定重量的阳离子染料,以先用少量水和醋酸调匀,然后加水使阳离子染料溶解,另将尿素、酒石酸、渗透剂JFC与水溶解,将上述两种溶液合并混匀后和印花原糊合并进行打浆。其中尿素既是染料的助溶剂,又是汽蒸过程中的吸湿剂和纤维的膨化剂。渗透剂JFC有帮助染料溶解和帮助色浆渗透作用。
② 糊料采用乳化糊A在印花中主要作印花色浆的增稠剂。合成龙胶与乳化糊的混合使用,使色浆具有较好的渗透性和易洗性。也可与淀粉糊、龙胶糊等拼混用于染料色浆中。从增加色浆的易刮性、渗透性和易洗性,提高色泽的鲜艳度。该糊料同阳离子染料也有很好的相容性。
四、腈纶毛毯印花工艺流程及作用
1、工艺流程:
坯布预处理→平网印花机→汽蒸→冷水洗→温水洗→脱水→烘干→后整理。
2、各流程的作用:
坯布预处理:因为坯布在织造生产过程中会使用油脂和污汁,为不影响印花时的效果,必须对坯布进行清洗。一般采用非离子型洗涤剂,如净洗剂J U属非离子性表面活性剂,具有湿润、分散、乳化、高效洗涤等优良性能。特别适用于腈纶纤维印前处理,可使阳离子染料匀染,适用于低温30~50℃热水中进行清洗15min左右,然后脱水处理,再去烘干或轧烘。可采用轧烘但一定要按着绒毛方向顺毛布进行轧烘。
平网印花机
采用磁辊(棒)丝网印刷机,也称无刮板丝印机。它是用一根磁性铁辊代替刮板进行印花,磁辊是水平移动的,印花时墨层均匀,出墨量可调节。
改变磁场方向,可作往返双向印刷,滚印比刮印对网版磨损小,延长印版寿命,只适用于织物印刷。
印花网版主要考虑印花的渗透深度,为此应注意选用大孔眼的丝网布,选择合理的磁棒直径,更换不同直径磁棒刮刀来调整色浆透网量和印透性;从渗透性考虑调配色浆的稠度要适度,磁棒的磁力选择的档数应选好。
以上是印花机的几个要素,应根据被印物的坯布(植了绒的)的平方米克重、绒毛高度等进行适度印机调试,经确定后再开机生产。
汽蒸
因为阳离子染料印花的缺点容易沾色,一般厂家都采用平网印花机后面直接安装汽蒸箱,印花后织物不经烘干就直接进入蒸箱内汽蒸。这样做法有两个好处:一是直接汽蒸防止了离子染料易沾色的毛病;二是会使印花色泽更加鲜艳一些,但有可能会使印花轮廓模糊,因为较好的腈纶本身不需要轮廓过于清晰,这也是毛织物的边缘特点。
冷水洗、温水洗
染料的固着是在汽蒸或焙烘等处理中完成的,染料对纤维的上染反应中,将会有些浮色及尚未反应的染料以及传递它们的糊料和助剂,已经完成了它们的使命必须从织物上除掉,即先用冷水冲洗掉,然后再用 40℃~60℃温水冲洗。
脱水、烘干后再进行后处理:可采用加净洗剂(非离子型)、漂白剂、增白剂等,再在80℃~90℃的水中做后处理,以此得到洁白的地色,鲜艳的面色和柔软的手感。
腈纶毛毯有双层毯和单层毯两种。所谓的双层毯,顾名思义就是将两层基布背对背的重叠起来进行缝制的毯子,双层毯两面绒毛风格一致,都是由剖绒面经梳剪毛而成的。
来源 刘永庆(来源维普期刊)
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











