

一、拼色的合理性
1.色光相近原则
(1)拼色数量最少。在一般工厂中,均具有比较丰富的拼色实践经验,因此,在选择染料拼色也日趋合理,拼色染料的种数也基本应该是数量最少。纯棉织物拼色染料的个数,应严格控制在1―3个之间,染料个数越少,生产过程越容易控制,色光波动就越小。
(2)色相相近。无论是两拼色,还是三拼色,都必须遵循色相相近拼色的原则。一般应避免用红、黄、蓝三原色相互直接拼色,以减少色光波动,提高色光的稳定性。
三原色也称三基本色。用这三种基本色可以拼出任何色泽来,用两种基本色拼混在一起配成的颜色,叫做二次色。用二次色拼混在一起而成的颜色叫做三次色,它们的关系为:
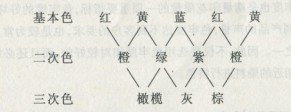
从上述关系图可以看出,用基本色(原色)来拼色时虽可得到任何色泽,但它们间的色相变化大。
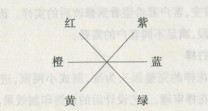
(3)非余色拼色。在选择染料色光时,有一个问题要加以注意,就是要正确掌握余色原理,所谓余色即两种颜色有相互消减特性,因此在一般情况下,不能用互为余色的两种染料为主色来拼色。例如一种带红光蓝色,如果认为红光太重,则可加入一些红色的余色即绿色染料来消减,在这里应用余色原理只能是微量的调节,否则用量多后会影响色泽的深度和艳亮度。各颜色的余色关系(对角线两端的颜色称为余色)。
2.特性相近
(1)亲和力相近、反应性能相似。拼色染料之间应具有相近似的亲和力、扩散性及反应速率,尤其是活性染料印花工艺,相近似的扩散性及反应速率是获得均一色泽的重要保证。
(2)工艺条件相近。在染料拼色时,还必须考虑到拼色各染料的类型及所需工艺条件的一致性,一般情况下,应以同类型染料拼色为宜。
二、色牢度最佳
色牢度也是衡量印花质量的一项重要指标,色牢度的好坏,也直接影响到产品的声誉,色牢度达不到客户的要求,也是较为常见的质量问题之一。因此,不仅要选用色牢度相对较好的,而且还必须选择色牢度相近的染料进行拼色。
三、正确核对色光
使用标准光源,严格按客户要求的光源正确核对色光,并注意不同光源下的色变,即同色异谱问题。核对色光时,必须统一目光标准。
四、打样
由于配色试样与实际生产条件存在一定的差异,因此,对仿色拟订的配方还需根据具体情况做适当的调整,以尽量缩小仿色样与生产样间的差距,提高生产效率。
在花样审理后的生产准备工作中,花型的回头、花型尺寸、套色结构、色泽的任何改变,客户都希望看到修改后的实样。因此,工厂都配备了多种打样手段,满足不同客户的需要。
1:手工平网打样
一般以一个花样的完整回头为准,制成小网框,进行手工刮印。主要用来检查经花样审理、工艺设计后的最终印制效果。其缺点是受人工刮印力度大小的影响,精细度及效果与大样有一定差异。
2.数码喷射印花打样
数码喷射印花机是近几年研制成功的新型印花设备,它彻底改变传统的印花方法,使织物印花变得非常简单,无需制版,印花套色和花回不受限制,是一种先进的打样手段。有关操作方法见第十二章数码喷射印花。
3.大车打样
现在许多客户不仅要看印制效果,而且还要看市场反应,做成服装预展,因此就要上机台打样,上机台打大样与实际生产能做到同一条件、效果最接近,其最大缺点是浪费严重(既浪费染化料,又影响设备的利用率)。为此,各印花机制造商专门生产印花打样机供印染企业选用。
来源:胡平藩 集萃印花网
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











