

【集萃网观察】4 典型的现场总线产品及性能比较
几种典型的现场总线产品及性能比较见表1。
表1 几种现场总线产品及性能比较

5彩虹磁印花机控制系统
国产圆网印花机近年来发展很快,较为突出的有福建晋江佶龙机械工业有限公司的彩虹系列新型圆网印花机。
5.1 技术创新的特点
(1)进布有松紧两种方式,且具有高效清除布面浮毛、杂物的装置。
(2)水溶胶喷射上胶,磁棒刮胶。
(3)磁棒、刮刀互用的悬挂装置,开放式网座。
(4)圆网独立传动,经、纬和对角线三向自动预定位对花
(5)新颖的拉网机构,便于操作,且具有断网自动控制停车的安全功能
(6)织物缝头通过圆网时,自动控制磁台瞬间消磁.有效防患缝头痕疵布的产生
(7)循环水洗,节水,少排放。
(8)采用CAN―BUS总线的计算机分布控制系统,全中文显示,人性化操作界面,完善的工艺管理和智能化故障检测.且可以与企业局域网连接.可经因特网实现远程监视及故障诊断
5.2 印花机的组成
步进电动机独立传动系统结构见图7所示。
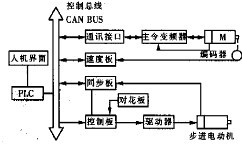
图7 步进电动机独立传动圆网控制系统结构
步进电动机独立传动系统以一台PLC为主机,通过RS接口向主令变频器发出主令驱动指令.变频电动机带动导带运行:然后通过一头挂靠在CAN总线上的速度板采样.导带被动辊编码器信号通过总线送回主机.主机叉把该信号通过总线送给伺服驱动器控制板:控制板发出脉冲信号给步进驱动器驱动步进电动机.此时同步板又把步进电动机编码器信号采样回去.通过总线反馈给主机:主机把两个编码器信号进行比较处理.并进行调节,以达到导带和圆网之间的同步和圆网与圆网之间的同步。
图8是彩虹磁棒印花机控制系统方框图
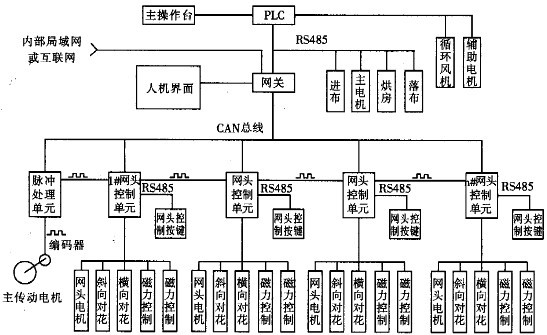
图8 彩虹磁捧印花机控制系统框图
(1)彩虹系列印花机采用“独立传动,自动对花”方案,通过镍网上的十字线进行经向、纬向、对角线三向自动预定位对花.圆周防跑花装置(专利号98225325-7)能可靠地提高印花精度.对花精度达0.1 m。
(2)彩虹系列的印花导带选用高抗拉强度的瑞士Habmit产品,印花导带每厘米宽伸长率0.1%.产生的拉力为50 N。印花导带拉伸至0.3%~0.8%为稳定值。经试验,拉伸至0.4%.每厘米宽张力200 N时无打滑现象。只有不打滑.印花导带主电机的速度编码器才能精确反映导带的实际线速度.从而保证控制各圆网回转线速度与导带间跟随的精确度。
(3)步进电动机在高速输出转矩时.其值会有所下降,有时会有失步现象。彩虹系列独立传动的步进电动机经特殊订制,具有比常规电动机更高的矩频特性,从而保证了高速输出转矩的机械硬度这一技术改进已在几十台300型(最大印花幅宽2800 mm)圆网印花机上得到可行性验证。其步进系统采用德国进口的硬齿面低间隙减速器.可有效防止系统失步。
(4)进布装置由紧布器、主动牵引辊、刷毛辊、拍打辊、松紧架、自动对边机和喂布轧车等组成。进布方式有松紧两种.以适应不同织物。彩虹系列原创的除尘装置.能有效清除布面的浮毛及杂物.确保整洁的布面印花。
(5)开放式网座。多档位设汁.可快速调换各种规格圆网及刮刀。彩虹系列原创拉网机构.操作方便。且具有圆网断裂自动停车的功能。
(6)磁棒刮浆器和刮刀刮浆器配置了通用的悬挂装置、气动夹紧.刮刀压力数字显示,且记录可贮存。
(7)圆网印花过程中,当通过织物缝头时,将持续出现多次缝头痕迹,造成疵布。彩虹系列原创的缝头消磁控制系统,当缝头通过每一只圆网时,计算机自动控制相应的磁台.瞬间消磁.有效防患疵布。其恒温磁台及磁辊转换装置皆已申请国家专利。
(8)控制器局域网(Controller Area Network,CAN)是国际上应用最广泛的国际标准现场总线.属于总线式串行通信网络。CAN具有如下特性:极商的总线利用率:很远的数据传输距离:高速的数据传输速率:可根据报文的ID决定接收或屏蔽该报文:可靠的错误处理和检错机制:发送的信息遭到破坏后,可自动重发:节点在错误严重的情况下能自动退出总线:报文不包括源地址或目标地址,仅用标志符来指示功能信息、优先级信息。
彩虹系列采用基于CAN―BUS总线的计算机分布控制系统和人机界面操作台.各种工艺变量信息(车速、温度、对花参数、刮刀压力、磁棒压力、运行状态等)以全中文显示.记录存档,确保工艺的再现性。该系统具有智能化故障检测.快速定位.并记录存档。
CAN可与用户的企业网(Intranet)连接,依靠“防火墙”保障用户的正常访问.并阻挡未授权用户的非法访问.从而实现远程监视、远程故障诊断。
彩虹系列新型圆网印花机适用于多种纺织品。布重范围50~800 g/m2。有效印花幅宽1850~3250mm ;印花花回640、726、820、914、1018 mm;工艺车速4~100 m/min.对花精确度0.1 mm;对花调节范围纵向不限、横向±10 mm、斜向±5 mm;烘燥可采用四风口三层穿布热风烘燥或完全松式三层热风烘燥。
彩虹系列新型圆网印花机由于其对花精确度高.可以部分替代平网印花机实现快速高技花样的印制.
6 FCS的发展趋势
6.1 现场总线对微机控制领域的变革现场总线给当今的微机控制领域带来以下七个方面的变革:用一对通信线连接多台数字仪表,代替一对信号线连接一台仪表;用多变量、双向和数字通信方式代替单变量、单向和模拟传输方式;用多功能的现场数字仪表代替单功能的现场模拟仪表:用分散式的虚拟控制站代替集中式的控制站:用现场总线控制系统FCS代替传统的分散控制系统DCS:变革传统的信号标准、通信标准和系统标准;变革传统的自动化系统体系结构、设计方法和安装调试方法。这场深广而前所未有的变革.必将开创微机控制领域的新纪元.
6.2 现场总线对DCS的变革
(1)FCS的信号传输实现了全数字化.从最底层的传感器和执行器就采用现场总线网络.逐层向上直至最高层均为通信网络互联。
(2)Fcs的系统结构是全分散式。它废弃了DCS的输入/输出单元和控制站.由现场设备或现场仪表取而代之.即把DCS控制站的功能化整为零.分散地分配给现场仪表.从而构成虚拟控制站.实现彻底的分散控制。
(3)FCS的现场设备具有互操作性.不同厂商的现场设备既可互联,也可互换,并可以统一组态,彻底改变传统DCS控制层的封闭性和专用性。
(4)FCS的通信网络为开放式互联网络.既可同层网络互联.也可以每层网络互联.用户可极方便地共享网络数据库。
(5)FCS的技术和标准实现了全开放、无专利许可要求.可供任何人使用。
以上变革必将导致一个全数字化、全分散式、全开放、可互操作和开放式互联网络的新一代FCS的出现。
来源:印染在线 作者:陈立秋
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











