

【集萃网观察】一.前言
圆网印花机是纺织印染行业中印花生产的主要设备,按圆网传动方式可以分为机械式整体传动圆网印花机和独立传动圆网印花机两种,本文介绍的是基于Kinco伺服的独立传动式圆网印花机中的网头部分同步控制方案。
圆网印花机通常由进布单元、印花单元、烘房单元和落布单元组成,其中的印花单元是整个设备的核心部分,本文主要介绍kinco伺服系统在印花单元的应用。
Kinco伺服采用德国Jat公司技术,Jat公司在德国拥有近20年的伺服研发、生产和应用经验。
设备外形图:

二.设备工艺介绍
待印染的白坯布通过进布单元被传递到导带上,由于导带表面事先涂有一层专用胶水,用于坯布可以紧密的和导带接触,不会产生相对运动,和导带紧密接触的坯布随着导带的运动,通过各个印花单圆,由印花单元上的丝网(雕刻有图案、染料通过丝网内圆随着网头的转动渗透在坯布上,从而形成1种颜色的图案,不同的印花单元上的丝网图案形成不同的颜色的图案,为了确保各个颜色的图案最终形成一幅完整的图形,各个丝网之间的相位必须确保恒定,也就是说,要实现高质量、自动化的印花生产,圆网与导带及各圆网间在连续、高速运行时,必须实现高精度的同步控制,各个圆网的线速度与印花导带线速度必须确保同步,否则会产生断布、断网或“错花”事故,影响生产效率和产品质量。
圆网印花工作原理如下图:
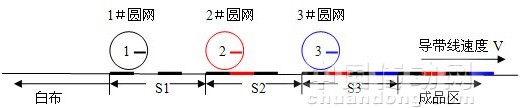
1#圆网印S1区域,只印黑色。
2#圆网印S2区域,将红色套在空白处。
3#圆网印S3区域,将蓝色套在空白处。
最终印出有多种颜色的图案。
要保证良好的印花效果就要求印花网头和印花导带保持高度的同步。
印花网头
三.Kinco伺服控制工艺
如果要实现印花网头和导带之间的高度同步,必须实现:
1.同步功能
只有圆网和导带之间的相位角保持恒定,才可以确保图案不错位。Kinco伺服具有的主从模式(-4模式),可以在保证速度同步的同时保证位置同步。令各辊之间的相位始终保持一致。主从模式下,通过动态调整驱动器内电子齿轮比参数,达到消除齿轮传动时齿轮间隙的作用,极大的方便了系统的调试并确保了印布的精度。
2.高速响应
系统不但要实现匀速下的印花效果,还要保证在主动辊加减速时的印花效果。在主动辊(导带)加减速时导带的速度速度变化较大,Kinco伺服1KHz的位置环采样频率可以确保驱动器在1ms内对主编码器的速度变化进行调整,而且,采集导带位置和速度的编码器信号是通过级联的方式传递到各个网头驱动器,信号在0.1us内可以传递到多达32个轴,从而确保了主轴信号无损传递。
Kinco伺服驱动器的Master Encoder和Encoder Out接口,前者用于接收外部的高速脉冲信号(响应频率高达2MHz),后者直接将接收到的脉冲信号传递给下一级的驱动器。这种级联的方式,不会因为中间任何一台驱动器受到干扰或出现故障而影响导后面圆网的运动,而且,这种方式下,各个圆网(从轴)跟随的主轴信号是相同的,如果某个圆网的相位角产生误差后不会被传递给后面的圆网。
除上述功能需求外,圆网印花机还需要具备手动调整各个圆网单元的相位角,每个圆网控制单元有4个按钮,快进、慢进、快退、慢退,分别控制对应的圆网相位角的快速超前、慢速超前、快速退后、慢速退后,调整完成后,圆网依然要保持原有的速度比跟随导带运动。Kinco伺服自带8个数字输入口,可以将这4个按钮输入直接接入到4个数字输入口(分别调用4个内部子程序),而无需通过PLC,从而大大节省了上位机的编程和控制难度,当然,Kinco伺服具有的相位角动态纠偏功能使得这个要求实现成为可能。
四.Kinco伺服解决方案
电气结构图

配置表:
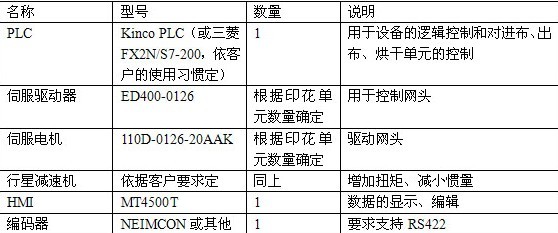
其他说明:
1. PLC性能要求,本方案可以采用的PLC有Kinco K3系列PLC或三菱FX2N或其他品牌PLC,要求支持RS232/RS485两个通讯串口,一个和变频器(控制导带)通讯,一个和HMI通讯,由于同步控制功能完全置入驱动器内实现,极大的降低了对控制器处理运动控制的要求,本方案中控制器主要实现的是整个设备的IO逻辑控制及对非网头部分电机的控制,而网头部分电机的同步控制全部由驱动器内置的同步功能完成。
2. 编码器:采集导带的位置和速度信号,要求分辩率较高,编码器的分辩率需要按导带主轴的直径等参数计算(和编码器轮与导带从动轴之间的传动比有关),编码器信号直接连接到各个网头驱动器。
3.除Kinco伺服的主从跟随功能外,在该方案中还利用了Kinco伺服的内部编程功能,实现了各个网头的联动、独立控制、手动快进、快退、慢进、慢退、网头自转、导带起动前重新定位到停止前相位角等功能,由于系统的核心功能由Kinco伺服的内部编程、主从控制、自带IO口等功能来实现,除网头控制外,导带、磁缸、进布、出布等控制全部由PLC承担。
五.总结
相比较目前市场上主流的采用同步控制器或专用运动控制器的方案,本方案采用的Kinco伺服的主从功能极大的节省了对控制器的运动控制要求,在控制网头同步相位过程中,由于没有控制器的参与,也节省了采用控制器时处理同步信号所花费的时间,确保了网头伺服电机的高动态响应。
Kinco伺服提供的圆网印花机传动部分解决方案目前在多家公司得到了成功应用,分别实现了12色和9色套印,速度达到60m/min,精度<±0.1mm。
来源:中国传动网
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











