

���������۲졿����Ⱦ��ɫ����ȫ��ӡȾ��㡢ɫ�����ޡ���Ⱦ�Ժá�Ⱦɫ�ζ��������۸����У��ѳ�Ϊ��ά����ά֯�����ѡȾ�ϡ�������Ⱦ�ϵĽ�Ⱦ�ʺ�ɫ�ʵͣ�����ά����ά��ͳ��Ⱦɫ�����У�Ϊ�������Ⱦ�ϵ���Ⱦ�ʺ�ɫ�ʣ���������������(�Ȼ��ƻ�������)���ߺ�������ӡȾ��ˮ������ͻ��գ�����ˮ�ʺ����������Ⱦ���������պʹ�ͳȾɫ������ȵ��ص㣺(1)�����ԣ��������̶̣��ɽ�Լ�ɱ���(2)�����Ժ�Ⱦ�Ժã�(3)���տ��Ƽ��ȶ��Ըߣ�(4)��ݵ�ɫ��Ʒ�ָ��������������ޡ��dz�dz�ͷdz����ɫ��(5)Ӧ�ü�㣬����Ч�ʸߣ�(6)�Ի����Ѻã�Ⱦɫ�����Σ����IJ���������������Ⱦɫ���ն���֯�����Ⱦɫ��2�ڶ���Ӱ�����ؽ���̽�֡�
1����
1��1���ϼ�����
֯�16��5x50��5tex340x130����10cm˫��ƽ�ƴ���֯�Ⱦ�ϣ����Դ��K-2G�����Ի�K-R�����Ժ�KN-B�����������Ϸ�ɢ������ɫ���cJ��R(��Ϊ��ҵƷ��ɽ���ʼ�ӡȾ����˾)����ϴ��������-��ϩ�Ṳ����(��ҵƷ����������Ⱦ������˾)���Ȼ��ơ��������ơ�̼����(��Ϊ��ѧ������ҩ���Ż�ѧ�Լ�����˾1��
������SF300��˼άʿ���Բ�ɫ��(˼άʿ�Ƽ���˾)��FA2004�͵��ӷ�����ƽ(�Ϻ����ܿ�ѧ��������˾)��Y571B��Ħ���ζ������(���ݷ�֯����������P-A1��ǿ��ѹ����֬����R-3�ͺ����Զ����ͺ�ɻ�(̨�����Ⱦɫ�Ի�����˾)��SW-12A����ϴɫ�ζ������(������֯������)��������(����)��
1��2Ⱦɫ����
1��2��1����Ⱦ��������������Ⱦɫ
����ȾҺ��Ⱦ��20g��L�����Ϸ�ɢ��2g��L��̼����30g��L����Һ��65��)��Ԥ��(100��)������(��������)����ϴ����ϴ(95�棬30min)��ˮϴ����ɡ�
1��2��2����Ⱦ�ϴ�ͳȾɫ����
����ȾҺ(Ⱦ��20g��L�����Ϸ�ɢ��2g��L����Һ��65��)��Ԥ��(100�棬55s)��������ɫ��Һ(�Ȼ���20g��L��̼����30g��L����������3g��L)������(��������)����ϴ����ϴ(��ϴ��������-��ϩ�Ṳ����
1��5g��L��95�棬30min)��ˮϴ����ɡ�
1-3����
���õ��Բ�ɫ�DzⶨȾɫ��֯��ı�����ɫ���K/Sֵ��Ħ���ζȰ�GB��T3920-1997�ķ����ⶨ����ϴ�ζȰ�GB��T3921-1997�ķ����ⶨ��
2���������
2��1����Ⱦ����������Ⱦɫ����
2��1��1Ԥ��ʱ��
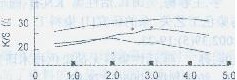
�ڽ���ȾҺ��֯���ϵ�ˮ��Ҫ��3�ַ�ʽ���ڣ�(1)�ֲ�����ά�����֯����֯�ṹ��϶�У�(2)������ά���ëϸ�������У�(3)������ά�ڲ�����������ά���档Ԥ��Ŀ�ģ�(1)�ṩ��ά���ͺ�Ⱦ������ʱ�䣬ȷ��Ⱦ��������ɢ��Ⱦ��(2)����ȥ��֯���ϵ�ˮ�֣��ر�������ˮ��ëϸ��ˮ��ʹ֯����������ɫʱ��ʪ�ȵ�����ά�ٽ纬ˮ�ʡ���ͼ1���Կ���������Ԥ��ʱ����ӳ���֯���K��Sֵ��������һ��ʱ�������½���ԭ����֯��ĺ�ˮ��̫�ߣ������������������Խ�������ϳ�ʱ����ܴﵽ����Ĺ�ɫ�¶ȣ�����Ч�ʵͣ����⣬Ⱦ��������������ˮ����ʧ�϶࣬Ⱦ�������ʽϵͣ�ɫ�ζ�Ҳ��֯���K��SֵҲ�ͽ�С���෴��Ԥ��ʱ���˶̣�֯��ĺ�ˮ��̫�ߣ�����ͬ����ʱ�������£�֯������������յ�ˮ�ֿ��ܲ��㣬���²���Ⱦ�ϻ�û���ܽ���ߺ���ά������ɫ��Ӧ�����⣬֯����ܷ�����������Ⱦ�Ͽ��ܷ����ֽ⣬���º���ά��Ӧ��Ⱦ�������٣�֯���K��SֵҲ��С��Ϊ����Ⱦ�ϵ�ƴ��ʹ�ã����Ի�K��R�����Դ��Kһ2G�ͻ��Ժ�KN��BԤ��ʱ�䶼ѡ��55s��

��-���Ժ�KN-B����-���Դ��K��2G����-���Ի�K-R
��ɫ���CJ��R39��L������90s����ϴ��1g��L
ͼ1Ԥ��ʱ���K��Sֵ��Ӱ��
2��1��2����ʱ��
��ͼ2���Կ�������������ʱ����ӳ���Ⱦɫ֯���K/Sֵ�Ȳ������ӣ����ӵ�һ��ֵ���ֳ��½����ƣ�ԭ���ǣ�(1)������֯���ϵ�Ⱦ����Ԥ��ʱֻ����������ά������������ɢ���ţ���Ⱦ�ϳ�����֯���ëϸ���л���ά���棬δ�ܹ��ţ�(2)Ⱦ������ά���Ϲ��ź��ڼ������������У�����������Ķϼ�ˮ�ⷴӦ�����ԣ����ŷ�Ӧ��Ҫһ����ʱ�䣬���ܴﵽȾɫҪ���Իơ����Դ��ͻ��Ժڵ�����ʱ��ֱ�Ϊ90s��100s��120s�Ϻá�

��-���Ժ�KN-B����-���Դ��Kһ2G����-���Ի�K-R
��ɫ���CJ-R3g��L��Ԥ��55s����ϴ��1g��L
ͼ2����ʱ���K��Sֵ��Ӱ��
2��1��3��ɫ���CJ-R����
��ͼ3���Կ��������Ź�ɫ���CJ��R����Ũ�ȵ����ӣ�Ⱦɫ֯���K��Sֵ�����Ӻ͡�ԭ������ά����άCellOH�����CellO-��H+���ҵ�����档��������һ�����ʹ��ά����ά�ǻ����ӻ���ʹCellO-����Ũ�����ӣ������Ⱦ�Ϻ���ά�ʵļ����ٶȣ����⣬���Ҫ�к�Ⱦ�Ϻ���ά���Ϲ����в����ͳ����ᣬ������Ⱦ��Ũɫʱ�����������������������ˣ��������������ڹ�ɫ��Ӧ�Ľ��У�����Ϊ��Sֵ�������ӡ�Ȼ�����ڼ���ﵽһ������Ũ�Ⱥ�����ȾҺ�м������Ũ�ȵ�����ȾҺ�ļ��Թ�ǿ��ʹȾ��ˮ���ٶȼӿ죬��ɫЧ�ʽ��ͣ�����ʹ֯�����Ⱦ�Ժ�Ⱦ�Ա����Իơ����Դ�졢���Ժ�Ⱦɫʱ��ȾҺ�й�ɫ���CJ��R����Ũ�ȷֱ�Ϊ2��0g��L��3��0g��L��3��5g��L�Ϻá�
��ɫ���cJ��R����Ũ�ȣ�(g��L-1)
��-���Ժ�KN��B����-���Դ��K-2G����-���Ի�K-R Ԥ��55s�����Ի�K-R�����Դ��Kһ2G�����Ժ�KN��B�ֱ�����90s��100s��120s����ϴ��1g��L
ͼ3 ��ɫ���CJ-R����Ũ�ȶ�K��Sֵ��Ӱ��
2��1��4��ϴ������Ũ��
��Ⱦ֯�ᆳ������ɫ��֯���ϵ�ˮ��Ⱦ�Ϻ�������δ�μӷ�Ӧ��Ⱦ���Լ�ȾҺ��ɫҺ�е����������������ϴ�������ܻ��������Ⱦɫ�ζȣ��ӱ�1���Կ�����������ϴ������Ũ�ȵ����ӣ�֯�����ϴ�ζȲ�����ߣ��ڴﵽ�����������ϴ�ζȲ�����ߣ�ԭ������ϴ�������ᣮ��ϩ�Ṳ�������л��߷����������õĽ������Ժͷ�ɢ���ã��ܺ�Ⱦ���γ�������ֹϴ�µ�Ⱦ������Ⱦ�����ϡ���ˣ�ѡ����ϴ������Ũ��Ϊ1��0��1��5g��L��
��1��ϴ������Ũ�ȶ���ϴ�ζȵ�Ӱ����ϴ�ζȣ���

ע�����Ի�K-R�����Դ��K-2G�����Ժ�KN-B�Ĺ�ɫ���CJ-R�����ֱ�Ϊ2��0g��L��3��Og/L��3��5g��L���ֱ�����90s��100s��120s��Ԥ��55s��
2��2����Ⱦ��������������Ⱦɫ���պʹ�ͳȾɫ����Ⱦɫ���ܵıȽ�

�ӱ�2���Կ�������������Ⱦɫ��֯���K��Sֵ�ܴﵽ��ͳȾɫ���յ�ˮƽ���������š�
3����
(1)���Ի�K��R�����Դ��Kһ2G�ͻ��Ժ�KN��B���������Ⱦɫ����������Ԥ��ʱ�䶼Ϊ55s������ʱ��ֱ�Ϊ90s��100s��120s����ɫ���CJ��R����Ũ�ȷֱ�Ϊ2��0g��L��3��0g��L��3��5g��L����ϴ������Ũ��Ϊ1��0-1��5g��L��
(2)������������Ⱦɫ���տ��Դﵽ��ͳȾɫ���������ȾɫҪ�����Խ�Լ�ɱ����ù��ղ������Σ���ɫ�ʿɴﵽ����ڴ�ͳȾɫ���գ�����˻���Ⱦ��Ⱦɫ�е�����Ⱦ���⣬�����Ⱦ�������ʡ�
��Դ: ӡȾ���� ���ߣ�������,�ؽ�ƽ,��÷,�ūh,·�� �������̴�ѧ ��������710048
��������ʱû�����ۣ�
���¼�������
�������
 ��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
 ��APP
��APP �źţ�yinhuashijie
�źţ�yinhuashijie �ֻ���
�ֻ��� ��ӡ�����硷��־
��ӡ�����硷��־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










