

【集萃网观察】1.实验工艺
打印----平板机压烫130℃ ,时间1min----喷固色剂----平板机压烫130℃,时间1min 。
2.固色剂数量变化导致的印花效果变化:
(1)色光变化
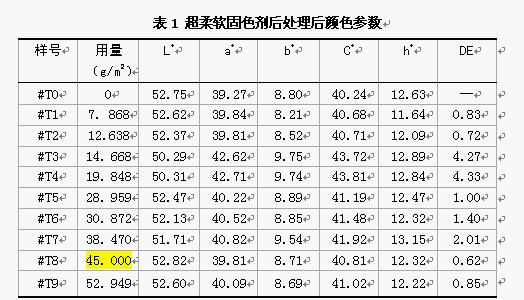
表1显示,随着超柔软固色剂用量的加大,明度L值和彩度C值变化不明显。b值变化幅度不大,说明随着使用量的加大,泛黄现象也并不明显。
(2)色牢度变化

3.结论
(1)分析:
由上表可知:使用超柔软固色剂后,干摩擦沾色牢度变化比较缓慢,但随着其用量的增加,干沾色牢度有半级的提高,当用量达到45.00g/m2以上时,可达到3-4级;而湿摩擦沾色牢度有明显的上升趋势,当用量达到30.00g/m2以上时,便可达到3-4级,大约提高一级以上。皂洗及耐刷洗色牢度提高也非常明显,分别可达到4级和3-4级。另外经处理后织物仍然非常柔软,手感损伤很少。
(2)结论
A.最佳工艺:打印----平板机压烫130℃ ,时间1min----喷固色剂----平板机压烫130℃,时间1min 。
B.固色剂最佳用量:35-50 g/m2
附加说明:本实验是以本公司涂料墨为试验用墨水,以纯棉布料为介质,此工艺及用量后的效果。非本公司墨水未加验证。
来源:上海捷彩数码喷墨科技有限公司 技术部 2007年10月22日
作者:李先生(手机:13801890953 电话:021-68726669-8003 QQ:729337898)
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











