

���������۲졿ֲ�������ø�ѹ���糡������������ֲ����ά��һ�ֲ�Ʒ�����ڳ�ӡ�����ӡ��ճ�ϼ���������һ����ѹ�ľ��糡ʹ����ά��ֱ����ֲ��Ϳ��ճ�ϼ��������ϡ����ļӹ�������Ȼ����Ҳ�漰���绯ѧ����ά�ͻ�е�ȷ��漼����ֻ�к�����ϲ��ܱ�ֲ֤��Ʒ����ѷ����ͳ��ֲ����ֻ���ǵ�ɫ��ֲ�ޡ����Ҫ�õ�ӡ����ֲ����ֻ���ٽ���Ⱦ��ӡ����ת��ӡ����ֲ��Ҫ������ӡ����������ë��ճ�ϼ�����ëȾɫ��Ⱦ�ϵ�ѡ��������Ҫ����ʮ���������������ֲ������ӡ����������������һ�о������������ǣ�����ǰ�������Ĺ���û�кܺ��νӣ������±����룬�����������⡣��ˮ����Ϳ�ϣ�ӡ���ָ�Ƿ�ã�Ⱦ��ӡ���������Բ���������ӡ�Ĺ������ڽ��ѿ��ƣ�����ɰ�ɫ������ɫ�ⲻ�ޡ�������ë����ȴõ㡣
����ɫ�IJ�ɫֲ�ޣ���ֱ�ӰѲ�ͬɫ����ë������Ҫ��ֲ���ڻ���֮�ϣ���ֲ��ӡ���϶�Ϊһ��һ����ɡ�����ӡ��Ŀǰֻͣ�����ֹ�ӡ����ת��ʽ����Ƭӡ��������ӡ��ȱ�������ԣ�û���γ�ʵ�ʵ�������������ǰ���Ѿ����˽���һ���ײ�ɫֲ��������ʽƽ��ӡ�����ϵõ�ʵʩ������ɫ������ʽ���ײ�ɫֲ��ӡ�����Ƴɹ����ﵽ���õ�ӡ��ֲ��Ч��������ֲ��ʷ��һ��ո�µ�����
һ��ӡ�����ĸ���ʹ���
����ɫ�IJ�ɫֲ�����ھ������������ʽƽ��ӡ�����Ͻ��еġ����ƽ��ӡ������ʮ��ɫ�ģ���ô����ֲ����ɫ�����е�һ��ɫ������ӡճ�ϼ��ã�����������ɫ���Ϸ����õ���ֲ���䣬ֲ�����������ҿɵ���ֲ�������ܱ��������õ��ܷ�װ�ã�װж��ë���㣬��ɨ��ͬʱֲ��ʱ��ʹ��ë�ɳ���ÿ��ֲ����ɵ�������ֲ�ޣ�ȡ��ԭӡ�����Ĺε�������ȡ����ֲ֮�Ķ�����ʹӡ������ǰ���������½��Ի���ӡ����ӡֲ��ճ�ϼ�������ɫ����ֲ�ޡ�����̧�������ǰ���Ĺ��̴ﵽͬ��������������װ�á����淿��
Ҳ�ɶ���������ɫ����ֱ���ڵײ���ӡ������ײ�ɫֲ���������ʹӡ����ֲ�õ�����Ľ�ϣ��Ӷ����������������͵�ӡ��ֲ����
ԭӡ�����ĺ淿�������˫��ģ����Һ淿�϶̣��ⲻ����ֲ��ĺ�ɣ�ӡ���淿Ҫ���ɵ���ӳ��͵ģ��㹻���Խ�ֲ����ɱ��档��ֲ��ʱ�Կ�����һ̨ƽ��ӡ�������ﵽһ�����ܵĹ�Ч����Ҫ����һ���Զ�װж��ë����ɨ����ʩ���á�
����ֲ�ް�������ʽ��Ϊ��������ֲ��ֱ������ֲ�ޣ����ҹ������ý�������ֲ�ޡ���������ֲ��Ҳ��Ϊ��еֲ�ޡ���Ϊ����������ĵ糡ֻ��������ë�ڵ����߷�����ֲ������á���ֲ����ë��ͬʱ�������˴����ĸ�ë����ÿ��ֲ��������ʹ��25��50���ĸ�ëֲ�ޣ���Щ��ë��������ͷ��ص���ë���С���ֱ������ֲ����ʹ��ë��ι������С��ÿ��ֲ����ֻ�ṩ��Ҫֲ��������ë���ڵ糡��������ֲ��ճ�ϲ��С���dz��ʺϳ�ϸ��ά��ֲ�ޣ�Ҳ�����ִ�������������ֲ������ʾ��ͼһ��
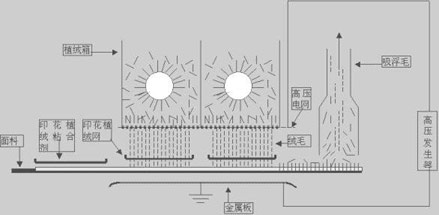
ͼһӡ��ֲ��ʾ��ͼ
ֲ�����DZر��ģ����糡�γɵ�������ѹ�缫����ѹ��Դ����ë����ëװ������ѹ����ѹ��Դ������һ�˽ӵأ���ëװ�ñ������γ�һ����ѹ�缫����ëװ�õĵײ���һ��ɸ������ʯ����������ë��ëˢ�Ļ�е�����´���ɸ������ö���ĵ��ӣ����������������ƶ�����ֱ����ˮ�㣬���ֲ���̡�
����ֲ��ӡ������
1�����ײ�ɫֲ����������
ӡ���ʸ�Ĵ���Ŀǰ����רҵ��CAD�����������������õñȽ϶���ǿ�Դ���������껪�������ͽ������������ͬС�졣��ɫ��������Ҫ����Ҫ����ԭ���ľ���ѡ�ø��ֺ����Ĺ���ʹ���ε�ÿ��ɫ������ԭ���ķ��ɫʱͬһɫ����ϸ���ʹ�����Ҫ�ֳ����ף������ڸй�ʱ��Ŀ��ƺ�ӡ��ֲ��ʱ��ѹ�ĺ�����������ɫ�״ε�����һ����dz����ϸ�������档ӡ���Ļ�λ���Ŀ�·���ݻ���Ҷ����Ϊ���ޡ�������ɫʱ����ͬһ�仨�ϣ���ɫ�ջ���������ɫʱ����ͬʱ��ס��ɫ��dzɫ��������ɫ֮�ϡ�һ��ɫ��һ��ɫ֮��ĽӴ������dz�Ϊ��ɫ�IJ�����ӡ�������Ĺؼ�����ɫ̫��ӡ�������ֵ���ɫ����ɫС�ˣ�ӡ��ʱ��¶�ס�������Ҫ����ӡ���豸�ľ��ȣ����εĴ�С��ȷ����ɫ��һ�������0.15��0.25mm������������Ҳ���Ը�ɫ��0.45mm����֮��С��С������ϸ�������ʱҪ��ԭ����ϸ��Сһ�㣬dzɫ���߸�����ɫ�ϡ������ƵĴ����������ȴ��������ƵĻҶȣ��ټ��Ϻ��ʵ����ߣ�ӡ��һ��45��60��֮�䣬ֲ����40��45�ߣ����߽Ƕ���15��Ϊ�ã�4��ɫӡ�������д�������һ��ӡճ�ϼ�������������ֲ������ļӺͣ�����һ����ճ�ϼ����ֲ��Ŀ�ġ�
���ݻ��εķ��ͷ��ֵ�Ч��ѡ��ɴ����Ŀ����Ϳ��ӡ��ʱ�����滨����ѡ��600��1000Ŀ����ɴ�������������1000��1350Ŀ����ɴ���ɡ���ɫֲ��ʱ�����ڴ���ɴ���IJ���ӡ�����ϣ�������ë����ˣ�ɴ����ѡ�����Դ�һ�㣬500��800Ŀ֮�䣬������������Ĵ�����������ë��˳��ֲ�롣����ӡճ�ϼ�����������Ǻ�彺��ʹ��ӡʱ�����ϵ�ճ�ϼ���һ���ĺ�ȣ�������ë�IJ���ͱ�ֲ֤���ζȡ�
2�������
����ֲ����ë������ճ�������ڡ����ڵȡ������������־������Ƶ��ǽ���66��0.9���ص�ϸ����ά��������ά�������õ���ĥ���ܺ͵��Իظ����ܣ����õ��ָк������ȡ�0.9���ء�0.7���Ľ���66��ë���Ի�������������Ч������0.9���ء�0.4��������PU����ָУ������0.9���ء�0.5���Ľ���66��ë��ﵽ������Ƥ�ĸо�������ֲ����Ҫ���ֵ�Ч��ѡ��ͬ������ë������ֲ����ë���뾭��ǰ������Ⱦɫ�͵�ʯ��������ʹ��ﵽ��Ҫ����ɫ����һ���ľ��糡�еķ����ٶȡ���ʯ�������õ���ë��Ҫ�ϸߵĵ糡ǿ�ȡ���ά�������Ƿǵ��壬��ʯ������Ŀ�ģ���Ϊ��������ë����ĵ�������ʹ��ë���ж���ĸ���ɣ��÷ǵ������ĵ���������ܿ�״̬���ڵ糡�������£���ë�����ĵ���ر����ƶ��γɼ������ë�ص����߷������ƶ�������ë�ı���������ë��ؼ��Ӵ�ʱ��Ѹ���ͷš��䵼��ĵ����ʴ�ԼΪ5��106��107ŷķ��
3��ӡ�����ĵ���
���������ϵ�ֲ��λ�Ļ��ε�������ɼ������ë��ʹ��������ɫ��Ҫ��������ã�����������ɫ��Ⱦɫ��ë��
ֲ��ճ�ϼ����������á���ͬʱ�м���Ϳ�ϻ�Ⱦ��ӡ���������ڲ�ɫֲ��ǰȫ��������������
��ֲ��ճ�ϼ�������Ҫ����30��40����ͬ����������������ʹ��ǰ���롣
��Ϳ��ӡ�����ռ�������
Ϳ��ӡ���������̣���ɫ��ӡ������ɡ�����
Ϳ��ӡ��������g/kg����ճ�ϼ� 100��200
������ 10��20
���� 20��30
�黯�� 10��20
������ 15��20
Ϳ�� X
ˮ Y/1000
������Ⱦ��ӡ�����ռ����������ڻ�������
����֯��ӡ��һ��ѡ��������Ⱦ�Ϻ�����Ⱦ�ϣ�Ҳ�и���ֱ��Ⱦ�Ϻ�������Ⱦ�ϣ�������Ⱦ��ɫ�����ޡ�ʪ�����ζȽϸߡ�ɫ�㡢ʹ�÷��㡣����Ⱦ����������������ɹ�ζȶ���������ɫӡ������������Ⱦ�Խϲ��ƴɫʱ�ر�ע����������ɢ�ʻ������Ƶ�Ⱦ�ϡ�����Ⱦ��֮��������Ⱦ����֯�����Ϊ���ڷ����о�������������ά��������ĩ�˾�������İ������Ȼ����������Խ����о����������ԣ�������������Ⱦ�ϣ����ڸ�����������������ڽ��м��ϡ���ɢȾ���ڽ�����ά����ɢ�ʸߣ�ʪ�����ζȼ������ζȶ��һ��ֻ����dzɫ�������ڽ���ֲ�����ϵ�ֱ��ӡ���Ϻ����û��á����ڽ��ڵ�ת��ӡ���д���ʹ�á�
�ٳ���Ⱦ��
Ŀǰ���ڽ���ֲ���ij���Ⱦ�ϣ�
����������3BECT,����������10B,����������GRS,����õ���B,�����������Һ�BN,���Կ���¡�Һ�BS,���������Ժ�F-3GL,�����ۻ�G,���Բ��ֻ�6G,���������Ի�N-CTL,����������GSN,���Ի�ON,���Կ���ɽ����C,��������5R,����GR,���Բ�������6B,��������G,��������5GM,�����������6B,��������FBL,��������N-FBL,��������5B,���Բ�������3GM,���Ժ�2GL,��������о��SG,�������GL,����������3GN,��������о��RL,��������о��GL,��������о��BL,������RL,��������о��S-BL,���Ի�-2BL,�������BRLY,�����Һ�BL,������BNL,�λ�����6GDN.
������Ⱦ��ӡ���������̣���ɫ��ӡ������ɡ�������ˮϴ����ˮϴ��ˮϴ����ɶ���
������Ⱦ��ӡ�����մ�����g/kg����
�϶����� 600
�黯��A 100
����Ⱦ�� X
���� 30
���� 2-10
���᰷ 10-20
ˮ Y/1000
��.���᰷�����������᰷�ļ��룬��Ϊ����Ч�����Ⱦ����Ⱦ���ڵ���������Ⱦ�ԣ���Ϊ���᰷�����������л��ݳ�NH3,ʹ���ϵ�pHֵ���ͣ��ʺ�������Ⱦ�ϼ�����Ⱦ����Ⱦ��ά��
��.���أ�������һ����ʪ����������ʱ��������һ�����������е�ˮ�ֶ�������Ⱦ�ϵ���ɢ������Ⱦ������ά�ļ��ϣ���ʹ��ɫ���ޡ�
��.���ͣ����͵ļ��������ݼ��ڵ���һ���ڶ�����,ʹӡ��֯���ϵĽ�Ĥ��������ֹ����ߡ�ۡ�
�ȷ�ɢȾ��ӡ�����ռ����������ڻ�������
��ɢȾ��ӡ���������̣���ɫ��ӡ�����������̣���ˮϴ����ԭ��ϴ��ˮϴ����ɶ���
��ɢȾ��ӡ�����մ�����g/kg��������650��700
�����20��30
����30
��ɢȾ��X/1000
�ɻ���Ⱦ��ӡ�����ռ�������ȫ��������
��Ⱦ�ϵ�ѡ��
ȫ������ֱ��ӡ������Ⱦ��Ϊ����Ҳ�������˵�ֱ��Ⱦ�ϡ�ȫ����ӡ��ʱ��Ⱦ�ϵ�ѡ��Ҫ�����£�һ��Ⱦ�ϵ�ֱ����ҪС�������͡���ɢ�������������Ƕ�ɫ�����ȶ������ã��ڳ���ʱ��Ӧ��Ҫ�ͣ����ڵ�������Һ��ŵİ�ȫ�ԣ���ֹȾ��ˮ�⣻����ӡ����Ⱦ�ϲ������ϼ������绯�����ԣ�ȫ������ӡ��ʹ��K�ͻ���Ⱦ��Ϊ����P�ͻ���Ⱦ�ϼ�ͬ���Ʒ��
���ý���ӡ���û���Ⱦ��ϵ�У�
������Pϵ�л���Ⱦ�ϣ�һ�Ⱦ���ົ���Ⱦ�ϣ���Ⱦ�Ͼ����������ܽ�ȣ�ɫ�������ʸߣ���Ӧ�Եͣ�ɫ�����ޡ��������õ�ӡ�����ȶ��ԡ���ɫ����ϴ���ԣ����ɷ�ֹ��մ�ۣ�ȷ��ˮϴ��˳�����С�ͬʱ��ɫʱ��̡���ɫ���ߣ��������õļ��ζȡ�
��ʩ��PX/P����Ⱦ�ϣ���������һ�Ⱦ���ົ��Ի��ţ���ɫ�ʸߡ�ֱ���Եͣ�������ֱ��ӡ���ͻ��Է����Ե���ɫȾ�ϡ�
����Ⱦ�ϻ�������ʵPN��������P�����Ϳ�¡P/P-T��ӡ��Ⱦ�ϣ������кõĵ�ɫ����������ӡ�����ܡ�
��ȫ������ӡ���������̣�
ȫ�����Ļ���Ⱦ�ϵ�ֱ��ӡ��
�ư�K
�ײ�ֲ�ޡ�ӡ����������ˮϴ����ɡ���������������ι����
�����J
��ȫ������ӡ�����մ���(g/kg)��
����K��Ⱦ��
�������ƺ� 600
�黯�� 100
����Ⱦ�� X
���� 150-220
��Ⱦ�� S10
С�մ� 20-30
ˮ Y
�ϼ� 1000
�ܲ���������
������ˮ��Ⱦ�ϡ����غͷ�Ⱦ��S�ֱ������ȳɽ�״��Ȼ������ˮ�ܽ�Ⱦ�ϣ���Ⱦ��SҪ����ܽ⣬�Է�������
���ܽ�õ�Ⱦ�Ϲ��˺���ԭ���д��ȣ���ɫ����ȴ���ã�ʹ��ǰ�ټ�������
����ȫ����ӡ���Ļ���Ⱦ��ɫ���е���������һ�㲻����150g/l���Ա�֤��ά�㹻���������ڻ���Ⱦ����ɢ������ά��ͬʱ���Լ����ѡ��Ҳ��С�մ�Ϊ����һ���ܸ��õر���ɫ�����ȶ��ԣ�����������ʱС�մ�ֽⲻ���ͷ�ת��ɴ�������е�pH��8.4������11���ң��Ӷ��ﵽ�ߵĵ�ɫ����ɫ�ζȡ�ƽ��ӡ��ʱ��ѡ����ճ�Ⱥ������ƣ�ճ��̫��������ɽ����������ȣ����ʵ�ճ���DZ���ӡ�����������ı�Ҫ�����������ճ��̫�ߣ����ӡʱ�ֻ������˿��¶�ȡ�ƽ��ӡ��ճ�ȿ�����20000��25000�岴���ҡ�
4��ֲ������ǰ��
ֲ������ճ�ϼ����ι̵Ľ������ֲ����ɫ�����ģ�����������ɫ����ʹ�ײ�ɫӰ����ë����ɫ��ͬ��������ӡ��ͬʱ���еģ��Եײ�Ҳ��ͬ����Ҫ�������ӡ��Ϊ����ֲ��������õģ���ô���ײ���Ҫ����ӡ������Ҫ�����ٲ����ڵײ���Ԥ���Ϻ����������ˮ���������ȣ������Ϳ��ӡ�������ɫֲ�����ϣ���ô��������Ԥ�����ú���������ӡ����ֲ��Ĺ���
5���ϻ�ӡ����ֲ��ע���
����������ӡ��������ӡ������ӡճ�ϼ�ֲ�ޣ�ֲ�������½���λ�����Լ0.3��1.0mm�ռ䣨������ë���ȵ��ڣ��������DZ�֤���治��ѹ��ճ�ϼ�����ֲ�����ë�����ʹ��һ��ɫ����ë��һ��ֲ��Ŀռ䡣�����ֲ����ë���̹��һ��������ֲ�����ֲ�볤�ޣ�ʹ���ij���ë����ѹ����ֱ�ӽ���淿��ɡ���ɫʱ�������ֲ���䣬��ʹ��ë����մ�ۡ�
6��ӡ��������
�Ŷ���ɫӡ��ֲ��֯��ĺ�����
����ɫӡ��ֲ���ĺ���ͬ��ɫֲ�ޣ�ͨ�����̺�ɽ���һϵ�����������������ӹ���
��Ϳ��ӡ���Ӷ��ײ�ɫֲ��֯��ĺ�����
����Ϳ��ӡ���Ķ��ײ�ɫֲ���б��̼��ɡ�ʹֲ��Ϳ��ӡ���ﵽ��Ҫ���ζȡ�
��Ⱦ��ӡ���Ӷ��ײ�ɫֲ��֯��ĺ�����
�ٺ�������Ⱦ��ӡ���Ͷ���ɫֲ��֯��ĺ�����
����Ⱦ��ӡ���Ͷ���ɫֲ��֯������ʱѡ����ʽ�����������������¶ȣ�100��102�棬ʱ�䣺20�֡�����ԲͲ�����������Ҳ���ʽ�����μܾ�����ѹ����0.07-0.08MPa��ʱ�䣺20��25�֡�ԲͲ��ʱ���IJ�Ҫ���ָɾ�����ֹ��ɫ��
����Ⱦ��ӡ���Ͷ���ɫֲ��֯���ˮϴ�����ʺ�ƽ��ˮϴ�����ڰ˸���ƽϴ��ϴ���ߣ��õ�������¾�ʯ��ɫ������18��/�֡�Ҳ������״ˮϴ���н��С�
�ں��з�ɢȾ��ӡ����ӡ��ֲ��֯��ĺ�����
ɢȾ��ӡ���Ͷ���ɫֲ��֯���ó��������������������¶�170�棬ʱ��7���ӡ�ˮϴ��ѡ������ˮϴ����Ҳ�������ף�����ˮϴ����90��ˮ��ԭ��ϴ��
�ۺ��л���Ⱦ��ӡ���Ͷ���ɫֲ��֯��ĺ�����
����Ⱦ��ӡ����ӡ��ֲ��֯���������������Ϻã������¶�100��102�棬ʱ��8��12���ӡ���Ͳ������ѵõ���һ��ɫ�ʡ�����������ˮϴ��ˮϴ����ˮ���ܣ�Ȼ�����µ�95����ϴ��ʱ��20���ӡ�
�������ײ�ɫֲ����ƽ��ӡ�����������ķ�չǰ��
1�����ײ�ɫֲ��ֲ��ӡ������ȱ��
�������ֲ����ӡ���Ĺ�����˵��ӡ��ֲ��ֻ��һ��������ɲ�ɫֲ�ޣ�������̼ӹ�����ʱ��ͽ���ӡ���ɱ���
��ӡ���������������ֲ��ӡ�����ع��ܣ�ֲ���ٶȿɱ�����8��10m/min�������ӡ�������ۺ�����Ч�ʡ�
�Dz�ɫֲ�IJ�Ʒ��ֲ����ӡ���IJ�Ʒ���и�������ɫ��������ȡ�
�ȿ��Խ������ϵIJ�ɫֲ�����������������ı���ֻͣ������Ƭ���ײ�ɫֲ����״��ʹֲ����ҵ����һ��ո�µ�ʱ�ڡ�
�ɶ���ɫ��ɫֲ����ӦС����������ֲ������ë�IJ��ϸ��������ʱ���ϵ��˷ѣ��������ͬ�Ļ�����ɫ��ͬ����ôֻҪ��������Ϳ���������������С�������ǿ��������ġ�
2��ӡ��ֲ�ľ���Ч��
���ײ�ɫֲ�Ļ�е��������������ʽ�Ĵ�����һ����Ϊ��ʵ���²�Ʒ�Ŀ�����������Ϊ��ҵ������IJƸ�ЧӦ��ҲΪ�������һ���µ�ɫ�ʣ�ʹֲ����ҵ����һ���µ�̨�ס�
��Դ���Ϻ�����ֲ���о�������˾ ���ߣ�Ǯ�
��������ʱû�����ۣ�
���¼�������
�������
 ��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
 ��APP
��APP �źţ�yinhuashijie
�źţ�yinhuashijie �ֻ���
�ֻ��� ��ӡ�����硷��־
��ӡ�����硷��־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










