

【集萃网观察】电化铝转移印花工序主要包括普通印花(只是印料不同)和电化铝热压烫转移两部分。
a.工艺流程:
图案设计―→画稿―→制网印版一印料的配制(专用粘合剂十色浆)网印图案―→电化铝热压烫―→剥去多余的电化铝―→成品
b.注意事项:
影响电化铝转移质量的关键因素是转移粘合剂的选用。电化铝转移印花的粘合剂也是一种热熔胶,这种热熔胶与静电植绒用热熔胶品种虽然相同,即都可使用聚乙烯、聚酷胺、聚酯、eva树脂等,但粘合剂形态不同。前者是以粉末形态使用,而电化铝转移是使用乳液形态的热熔胶。其配方举例如下(重量比):

由于电化铝本身为金属,质地较硬,如果需在柔软的织物上印花,图案设计就不应考虑大面积印花,只适宜点、线小面积的印花。
为防止电化铝转移的不完全或洗涤后部分电化铝的脱落而影响整体图案的美观,因而印粘合剂时颜色的深浅尽量要能与电化铝近似、匹配。
粘合剂网印后的干燥程度直接影响电化铝的转移效果,在接近干燥状态下进行热压烫为宜。
热压烫的温度与时间要考虑织物的承受程度,有的织物不能受高温,就不能进行转移印花。
热压烫的温度与时间要按粘合剂的性能而定。通常热压烫温度不能太高,高了(电化铝本身也涂有粘合剂)无图文部分易转移上粘合剂。
电化铝纸的剥离也必须十分小心,要顺着织物的经(纬)方向揭起,防止将粘上的线条拉断,撕剥时速度不能太快。
可用国产的dh重氮感光胶制版,配方如下:

配胶时先把所用的重氮感光胶液倒入棕红色的瓶子里,用量杯盛140ml水,把光敏剂10g倒入量杯内,用玻璃棒搅拌静置,充分溶解后,用200目丝网过滤,和胶液混合在一起,用剩下的水刷量杯,同时倒入胶液内,以保证配方比例的精确含量。胶液要充分搅匀,静止24h(小时),消除气泡后即可上胶。夏天用水140ml,冬天用水200ml。 上胶之前,先把烘干的网框凉一会,仔细检查一下,用手摸着光滑,没有杂物,就可上胶。要注意夏天不要用手摸,因为汗渍会影响图像显现,或者不沾胶,所以应注意。 单组分的感光胶有村上公司生产的型号为sbq-xl型耐溶剂感光胶、sbq-er耐水型感光胶,使用方便,只是价格较贵。 上胶可用专用的上胶器,也可用有机玻璃三角板代替。
用上胶器刮胶时,先把感光胶倒入上胶器内约占容积的1/3,可视网框的大小选用不同的上胶器。先把网框立呈85°角放稳固,上胶器要端平,从下往上正面刮1~2遍胶,反面刮1遍。检查一下有没有漏刮的地方,然后用烘箱烘干或用热风机吹干。注意吹热风时要离开版面约30cm左右,有次序地来回摆动,全部干透后为止,并用黑绒布盖严备用。以上操作应在暗室内红灯下进行。 用三角板刮胶时,先把胶倒在网框内正面的一侧,然后用三角板慢慢刮开刮平,反面同样刮平后烘干。温度保持在30~45℃,避免把胶烘得过热,形成热交联,显影时不掉胶膜。 烘干的网版放到平玻璃板上,凹面朝上,下面用黑平绒或红平绒布垫上,用夹子夹紧。然后把带有底版的玻璃放在网版上,把玻璃用深口夹夹住,在晒版灯箱下晒版3~5min。碘钨灯的距离应保持离开版面40~50cm左右,避免过热,显影不透网。紫外线冷光灯距离应近些,晒版约5min。紫外线灯对人体有害,时间长眼睛看东西是绿的,应避免长时间用眼睛观察。有条件的可戴防护眼镜。也可用真空晒版机晒版,总之因条件而定。 曝光后的网版放到温水里显影2~3min,水温30℃左右。待到显影的地方粉化,用手抓住一边的两角,轻轻上下振动,纹样就慢慢显现出来,遮住光的部分开始脱落,形成孔版。用高压喷枪先从反面喷淋,距离30cm,全部纹样通透为止。再从正面喷淋,露出白色的透气网孔,对照阳光检查一下纹样,网透为止。不要过多喷淋,长时间的喷淋会影响纹样边沿的精确。然后甩干水分,或用新毛巾渗干水分,不要擦,只能上下地按,再放到烘箱里烘干,夏天自干。烘干后的网版用原感光胶补上砂眼、漏洞等,重新烘烤10min,使其充分交联。也可重新曝光10min,刷上硬膜剂,晾干,目地是增加耐印力。 刮板可以自制,用0.8~1cm厚的橡胶条根据需要裁取一块,再用2cm厚的木板打槽,把橡胶条嵌入槽中。刃口用刨子刨成两边斜面或一边斜面,中间留2~3mm。抓面刨成半圆,以不涨手为宜。 刮板也可购买现成的使用,软的、硬的、长的、短的都有。圆口的适合印橡胶,过墨量大,缺点是不适合印精细的。斜口适合印金属油墨,印得薄。尖口适合印纸张,平口适合布匹等,可根据用途灵活运用。 用于印工笔花鸟画的印料可用樱花牌浆糊、细太白粉、华表牌白乳胶、一得阁墨汁调制,配方如下:
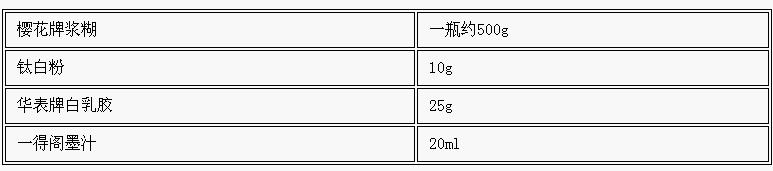
调制好的印料静止4h,用塑料薄膜盖住,不要结皮。
印制线条时,不要印得太黑,墨色过重显得呆板僵硬,效果不好,而且不易勾线补色。
印绢时可用色浆,在黑色中适量加入白色浆,调成清墨状,即可使用。
为了把线条稿印好,把纸、绢根据设计需要裁好,用略大于纸、绢的木板或玻璃。把纸、绢平整好,用胶带贴上粘住,用手展平,再用另一条胶带贴上,即可使用。
印制时的印料配制非常关键,以防装裱时渗化和跑墨,以至不可收拾,费工费料。
转自:印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











