

【集萃网观察】框动式平网印花台板的结构简单,造价低,维护保养方便;而印制的产品花型生动活泼,细茎精细流畅、泥点清晰、层次丰满、风格独特,尤其适宜小批量、多品种的生产。
框动式平网印花台板有手工台板、半自动筛框印花机台板之分,并有热台板和冷台板之分。
热台板的特点是色浆干燥快,印制效果好,尤其表现在多层次的云纹花型更为突出。缺点是对花规矩孔易走动,造成对花接版困难。另一方面,网框内的色浆受热后,若操作不当易堵塞网版。
冷台板对花定位好,网版也不堵塞,色浆渗透情况较热台板好,但由于烘燥不及时,容易产生色浆渗化、搭开等印花疵病。
一、框动式台板结构
框动式台板,一般由框架、龙筋脚座、角铁龙筋、台面钢板、台板面层。加热管、保温室、水沟和上下手规矩角铁等组成。手工印花台板示意图如图2―1所示。
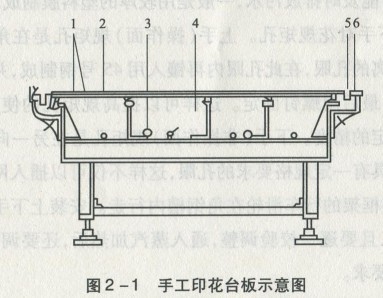
图2―1手工印花台板示意图
1一台面钢板2一台板面层3一加热管
4一保温室5一水沟6一上下手对花规矩孔
框动式台板高度一般为0.65~0.~70m,工作幅度1.3~1.5m,通常为长方形,长度根据厂房而定,以30~60m居多,半自动筛框印花台板长度达120m左右。
(1)台面钢板。以3~4mm的热轧钢板制成平整又具有一定强度的台面,以确保台面平整。
(2)台板面层。一般由两层工业绒毯,外包一层工业合成革(帆布底),以保持外表光洁平挺,而且具有一定的弹性。合成革表面应无粗糙粒子,并要求无接头印,便于织物粘贴平服,也有利于印花后的台面清洗。
(3)加热管。一般热台板均采用问接蒸汽加热,保持台面温度在40~45℃之间,在铺设加热管时,要防止局部冷热不匀而影响烘燥效果。
(4)保温室。在台板下方用石棉板、石棉泥、纤维板等构成一个保温室,使其均匀温热,并防止热量外泄。
(5)水沟(排水槽)。台板两侧均有一条出水流畅的水沟,便于在洗刷台板时,能及时排放污水,一般是用较厚的塑料膜制成。
(6)上下手对花规矩孔。上手(操作面)规矩孔是在角钢上开好一定间隔距离的孔眼,在此孔眼内再镶人用45号钢制成,并经过热处理的规矩孔,最后用螺钉固定。这样可以提高规矩孔的使用期限,还可以保持一定的精度。下手(非操作面)规矩孔是在另一向上的角钢槽中心打出具有一定规格要求的孔眼,这样不仅可以插入网框的对花销,还可以供框架的行车滑轮在角钢槽内行走。安装上下手的规矩孔时必须细心,且要逐一校验调整,通人蒸汽加热后,还要调整一次,这样才能达到要求。
$$分页$$
由于手工台板刮印均以人工操作为主,所以劳动强度高,产品质量受操作者技术水平和熟练程度的不同影响较大。因此,目前利用在原手工台板的基础上改装成台式平网走车(俗称小电车)或三自动刮印(自动行走、自动定位、自动刮印)设备对织物进行印制加工。它的运转程序为:

走车由电动机传动,在台板轨道上行走。网框升降、刮刀刮印均由传动箱通过电磁离合器按操作程序进行。现今,这种操作程序已经应用计算机控制机构来执行和完成。
二、筛框
筛框的大小取决于单元花纹、刮向、织物幅宽等因素,一般筛框的尺寸应比花型的尺寸经向大250~400ram,另一方向应大80~150mm。
手工印花用的筛框过去常用木质框,木质材料以柳安木、优质松木等为主,制框前经“定形”处理。由于木质具有吸水性,难免存在易变形和扭曲的缺点,且易损坏,因此目前多采用金属框,如铝镁合金框,它既轻又坚固。
三、手工印花用工具
1.刮刀
刮刀是手工印花生产的主要工具,它的主体部分用木材或铝合金材料制成,为了便于操作,一般在刮刀架上还装有手柄。
木制刮刀架应选择质地轻、变形小的木材,木材厚度约为20~~.5mm,中间开有15mm深的凹槽,以便嵌入约30mm高的橡胶条,并用钉子固定。刮刀架凹槽的宽度应与所配的橡胶条厚度相配合,一般为9~:lOmm。
刮刀橡胶必须无杂质、无气泡,且具有一定的弹性和耐磨性,男外还要求具有耐酸、耐碱、耐有机溶剂的性能。手工刮刀一般采喟天然橡胶为多,硬度为邵氏A 45~60。由于印花织物规格和花型的不同,橡胶刮刀的刀口一般磨成大圆口、斜口、小圆口和快口
四种形式。
2.拖浆刷
拖浆刷用于将洒在印花台板上的贴布浆拖匀,它是由若干羊毛排笔夹固在木制底板上制成的,底板上装有手柄。
3.匀浆辊
匀浆辊是在金属框架上装有两根转动灵活,用塑料或金属材料制成的滚筒,它的表面十分光滑。贴布浆经拖浆刷拖匀后,再经匀浆辊来回滚动,使贴布浆更加均匀平整,以消除拖浆刷的刷帚印。
4.三角架
三角架是粘贴织物时平整开幅的工具,用木材或金属材料制成。顶角约为120。,底边长度比印花织物门幅宽50―100mm。三角架的表面必须十分光滑,棱角呈圆弧形,以防止织物被擦伤。
四、手工印花操作程序
手工印花常用于丝绸、合成纤维、针织物和品质要求较高的纯棉织物。手工印花操作带有手艺性质,技术要求较高。手工印花操作包括半制品的准备、粘贴织物、印花、捎起织物等工序。
1.印花前半制品的准备
保持半制品布面平整是获得良好印制效果的前提。在印花过程中,织物由于吸收色浆中的水分而伸缩,特别是印制大块面花型时,因织物经纬向收缩不一而浮起或产生气泡,致使织物干燥时形成不均匀的斑块。为了防止这种疵病产生,根据不同织物的伸缩性,考虑是否要进行喷雾给湿。
2.粘贴织物
手工印花粘贴织物方法,因印制织物品种、规格的不同,可分为洒浆粘贴、刮浆粘贴和热塑性树脂粘贴等几种方法。粘贴不当是造成印花常见的疵病,如浆渍、糊边、皱条、纬斜的主要原因。因此除了合理选择粘贴方法外,还应在操作上加以注意,粘贴操作的要点为以下几点。
(1)粘贴平整。为了贴布平整,操作者应相互配合,适当控制织物的张力,发现有不平或局部起皱时,要及时使其平整。
(2)布边贴直。糊边是手工印花最常见的疵病,它的产生大都是由于贴布不直所造成的,因此应在台板上事先用白漆作标记。
(3)防止浆渍。防止浆渍的产生,必须根据织物的品种、工艺和花型的特点,合理选择粘贴方法。若操作者技术熟练程度较高,洒浆贴布是比较简便可行的,尤其是印制纯棉织物时,是最为常用的方法。热塑性树脂则适宜于合成纤维织物的粘贴。
(4)防止纬斜。检查半制品的纬斜是否符合要求,为了保证纬斜控制在3%以内,最好进行整纬后再印花。
3.印花
印花前应搞清生产工艺的技术要求,检查网版的编号和质量,在生产过程中经常核对生产样与标样的一致性。
根据生产的品种和花型,合理选用印花刮刀。快口,刀口倾斜度大,收浆效果好,适用于精细细茎花型。小圆口,刀口呈薄圆形,收缩效果较好,适用于一般细茎和小花纹。大圆口,刀口呈厚圆形,因其与网版接触面积大,透浆量多而均匀,适宜于粗放花型及大面积花纹。
印花操作时,刮浆刀来回推动,用力要均匀,刮刀与网版的角度要一致,送浆均匀,收浆干净。做到套版准确,防止接版处脱开或重叠等。
为了防止接版处压糊,网版排列,一般先印跳版,后印接版;先印深色,后印浅色;先印细茎、泥点,后印块面。
$$分页$$
4.捎起织物
印花结束后,待织物上色浆干燥,才能将台板上织物捎起,织物在台板上的干燥程度根据品种、花型来掌握,过分干燥,容易造成色浆折痕,甚至脱落;未完全干燥,则容易产生搭色、渗化。
织物捎起以后,即可对台板进行清洗。先在台板上洒水使贴布浆膨胀,然后用鬃刷或尼龙刷来回拖刷,再用橡胶刮水刀将台面上污水
来源:集萃印花网 作者:胡平藩
该文章暂时没有任何补充内容!
最新资讯
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服





