

���������۲졿һ��ֲ��������
ֲ����ͨ����ѹ���糡����ë��ֲ��Ϳ��ճ�ϼ��ĵײ��ϡ�ֲ����ͬ��һ����֯����֯��ӡ����֮�������䱾��������Ѿ�����λһ���ˣ����ײ���ճ�ϼ�����ë����ӡ�������ϣ�ֲ��ӡ����һ��֯��ӡ��Ҳ�в�֮ͬ����
1.���ڳ�ӡ�ﲻͬ����ͨ��֯�����֯����Ⱦ�ϵĽӴ�������ά�ľ����棬��ֲ����Ⱦ�ϵĽӴ����˾����⣬������ά�ĺ���档��ӡ���������������Ҫ��
2.��ͨ֯��ӡ���ı���������֯����������100%��������ӡ������ֲ����ӡ������֯��ײ��ϵ���ë������ͬ����Ⱦ�ϳɷֵ�ɫ���ᷴӦ��ȫ��ͬ�ķ�ɫЧ����
3.ӡ��ʱ�Ĺ����ƶ����뿼�ǵ�ֲ�ײ���ճ�ϼ��ij���������
4.ֲ������ë�ܶȸߣ��Ƚ��ʺ�ӡ������֮��������ëϡ���ֲ��ӡ����ʹ��ɫ���ɱ����ͣ�ӡ���������Ա�֤��
��ˣ�ѡ���������ֲ������ӡ���Ƿdz���Ҫ�ģ���Ϊӡ��������Ϊ������ֲ���ĸ���ֵ��ͬʱҲ�����������ɱ���
����Ҫ�����ӳɱ������������г�ռ�зݶ�ͱ���չ����ȷ�ӡ��ֲ���������һ�棬����ɫ�ʡ����Ρ�ӡ��Ч�������������������ܡ�
����ֲ��ӡ����������
�������ɫ�����K ��ɫ������ ��ӡ����������ˮϴ��������� ֲ������ˮ�ԣ��J
1�� ɫ����
2�� ����ķ�ɫ�����ж��ַ�����
����1��
�ֹ����K ���й����Ӱ�����ޡ���� �����Ͻ��J
����2��
ͨ��CAD������Ʒ�ɫ�������ӡ����Ƭ����Ӱ����Ӱ�K ���й����Ӱ�����ޡ���� �����Ͻ��J
����3��
ͨ��CAD������Ʒ�ɫ���� �J��ī��ӡ�K ���ع����Ӱ������ ��������ӡ�� �K�����ӡ�J ��� ���ϸй⽺�� �J
���Ϸ���һ���ͳ��������Ͷ��С�����ֹ�Ϊ�������ٶȽ�����
�������ķ���Ƭ��ͨ�����Է�ɫ�Ƴɣ��ٶȽϷ���һ�죬���ȡ�����Ҳ�Ϸ���һ�ã��Ժ�Ĺ���ͬ����һ��
�������Ǿ߱��Ƚ��Ƚ��������豸��ʡ���˷���Ƭ�����ü������ͼ��ֱ�Ӵ�ӡ�������ϣ��ư�ľ��ȵõ��������ߣ�����������þ��ȿɳ�ַ�ӳ�����Ƶ������ϣ�������ڷ�һ���������������豸�ڳ�Ͷ�ʳɱ��ߡ����Ӵ���ӡ���������Ѿ��߹��˷�һ��������������������������������ܷdz���ʵ�ķ�Ӧ�ͻ���ԭ�������ٶȿ죬���Է��Ϲ����г������졢�����õ��ص㡣���������ٶ��Ǵ�ͳ���������ϵġ�
2����ɫ����
������ӡ������������Ҫ����ͨ�����������ȴ��������ͻ�ȷ���Ժ��ٽ��д�����������������С�����ʹ���֮�֡�С����ָ��һ����λ��С����������ͻ�ȷ�ϣ������ɱ��ϵͣ�������������ʵ������һ����������Ȼ���ڻ�������һƥ����ƥ��
ӡ�����Ĵ���������ѿͻ����������Լ���Ƶ�����ͼ������ơ����塱ӡ���涨��֯����ȥ��������ij�ӡ����ǡ�����ֲ������
����Ҫ�ѻ����ɫ���ڰ壬����С�棬Ȼ����ݳ�ӡ��IJ�ͬ��֯�ṹ���豸״���������ƶ����գ���ѡ��Ⱦ�ϡ����������Ϻ��йع���������
��1�� ���ڵ�Ⱦɫ����(����1)
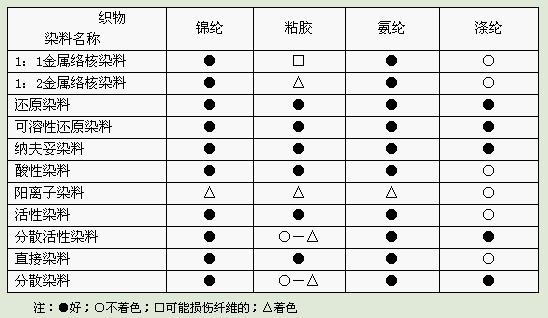
���ϱ���֪��Ⱦɫ������ά��Ⱦ�Ϻܶ࣬��������ζ�Ŷ�����ѡ��ʹ�á���Ϊ��Ϊһ��Ⱦ�ϣ�������Ⱦ��֯�����⣬����Ҫ�������������ܣ�������Ⱦ�ٶȡ���ɫ�ʡ�Ⱦ���ԡ���ɹ�ζȡ���ϴ�ζȡ�ĥ���ζȵ��ۺ����ܵķ��ϡ�ͬʱ��Ҫ���ǵ����յĿɿ��Ժ������ɱ��ľ����ԡ�
Ϊ�ˣ�ͨ�����ۺ�ʵ����֤�������ڶ��Ⱦ����������Ⱦ�Ϻͽ������Ⱦ�����ʺϽ��ڡ�ȾdzɫʱҲ��ѡ��һ���ַ�ɢȾ�ϡ�����Ⱦ�ϳɱ����У����ռ���ӡ����ĸ�����������ѧָ���ȶ���
��2��ѡ��Ⱦ���ϵĿ�ѧ��
ѡ��Ⱦ��Ҫע��Ⱦ�ϵ��ƥ�䣬��Ⱦ���ߵ�һ�£�ɫ�����ȡ��ζȵ��Ƿ��ܴﵽ������Ҫ��ͬʱҲ��Ҫ���ǵ������������ɱ��Ƿ������λ����Ⱦ�ϵ���Դ�������ﵽͬһɫ��������ҳ��̡������ڼ���������ͬ���۸����ܴ�ʲô�����εij�Ʒ����ѡ�����Ӧ��Ⱦ�ϳɱ�����������Ȼ�������ܶ�ɹ��˼����ϣ����Ӳ�Ʒ���Ƴɳɱ���˵�����Ƿdz������ģ������øߵ�ԭ�����͵���Ʒ������Ͷ��̫��ͬʱҲ�ž����õ͵�ԭ�������ߵ���Ʒ�����������Dz�Ʒ���ϸ�Ʒ�����Ӷ���ɲ��÷�������ʧ��
��3����ɫԭ��
������ѧ�ĽǶȿ�������ɫ���ǹ⡱���������ɫ�Ĵ��ڡ�ƽʱ��ҿ��Ըо�����ͬһ��ɫ�ڲ�ͬ�ĵƹ�Դ������ֲ�ͬ��ɫ��һ����������ɫ�Ⲩ��ɣ�����ð�ͨ�����辵�����ھ���Ĺ����ϼ��ɿ���һ�����ԵĹ�����ֺ졢�ȡ��ơ��̡��ࡢ�����ϸ�ɫ�����dz���Ϊ���ס�һ��Ⱦ�ϲ�����Χ��4200-7200A������ӡȾ�ӹ���Ϊ�˻��Ԥ���ɫ��������Ҫ����ɫ����ƴɫ���ﵽ��������Ⱦ�ϵĺ졢�ơ���������ƴɫ�ﵽ�ģ����dz�����Ϊ��ԭɫ��������ɫ����������ԭɫƴɫ��á���ʵ��������Ϊ�˷���ͳɱ��Ľ��ͣ�����ԭɫ�����ɫҲ���й�Ӧ����Ϊƴɫ�������㡣ƴɫ��ԭ������ͼ1��
Ҳ����ɫ���ɡ�ɫ�֡�����ͼ��
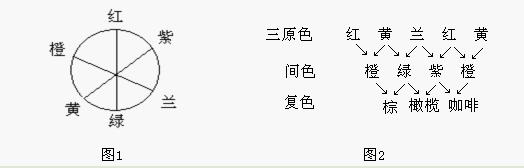
ɫ������һ��ֱ�������˵�ɫ��Ϊ����ɫ����������̣������ϣ��������ȡ���ƴɫ����ʱ��ɫһ�㲻����ͬһ��������Ϊ���Ĵ��Ⱥ����ȶ��ή�ͣ�������ɫ�����������ϴ����ڴ�����ʱɫ�⼫�ѿ��ơ�����������ij����������ɫ��������С��������Ʒ�����ԣ�ƴɫ�����Խ�����ƴɫΪ�á���ʱ��һ��Ҫ�ã�������ȡ��ʩ���Ա�֤�����ԣ�����ʱȾ�ϵ�ѡ��Ҫ���ǣ�
a. ��ѡ�õ�Ⱦ�ϣ���Ⱦɫ���ܾ����ӽ����磺ֱ���ԡ���Ⱦ���ʡ���Ⱦ�ԡ��ζȵȣ�
b. ��Ϥÿ��Ⱦ�ϵĻ���ɫ�ף�������ֻȾ��ƴɫΪ�ã�һ���ƴɫ����ƴɫ����������ƴɫ��
c. ������У��ɫ�⣬�����ڱ���˶ԣ���ͻ���Ҫ�����ڿͻ��涨�ĵƹ��½��С�
��4�� ����
�����Ĺ������ģ��������Ĺ��������������ɫ���̡�ӡ��ѹ�����������ա�ˮϴ�����ȶ�Ҫ�ӽ����������������Ż�ʹС������������������Եõ���֤��
A�� ����������
����1��ֱ��ӡ����
���� 60
����Ⱦ�� X
����� 2
�黯�� 10
���� 1��3
ˮ Y /100
����2����Ⱦӡ����
���� 70
����Ⱦ�� X
������ 1
��ԭ�� 5��10
���� 3��5
�ȶ��� 0.5��1
ˮ Y /100
B��˵����
��Ϊ����Ⱦ�ϣ�ӡ���ú��ϵ�ѡ��Χ�ȽϹ㣬Ʒ�ֶ࣬��ѡ����ϱ���ע�����¼��㣺
a�����ϱ������ܴ�ɫ�أ�����ʹ��������Ⱦ�ϣ�Ҳ������ϵ�Ӱ���ʹ�����̶�����
b�����ϵ�����Ҫ�ã��һ�������Ҫ����������ˮ�Ժã���������
c�����ϵĸ�ɫ��Ҫ�ߣ�������������ϴ����
C���黯���ļ�����Ϊ�˱����������ڹ�ӡ���ɵ��ڴ�����ʱ���ϵļ���Ӧ����
D�����أ���Ⱦ�ϵ����ܡ��ܽ⡢��ʪ�����õ����á����ȶ�ɫ������������ʱ����ʪ���ã��ٽ���ά��������Ⱦ������ά�ڲ��������Ⱦ�ϸ�ɫ�������������˹��࣬������ӡ��ʱ�ᷢ��������Ӱ��ӡ���ı�ԵЧ����
E����Ⱦӡ���еĻ�ԭ����ѡ��������أ��Ȼ������dz��õIJ�Ⱦ������������ʱ�ų����ḯʴ�豸���ӹ����Ϻã����Ǽ۸��һ�㡣
����ӡ��������
֯�ᆳӡ����ɺ������������ˮϴ�ȹ���Ⱦ�Ϸ�ɫ�Ƿ������������Ĺ����������豸����������
1.������������
��1��ֱ��ӡ����Ͳ����ѹ�� 0.07MPa 20-30��
������ 100-102�� 20-25��
��2����Ⱦӡ����Ͳ����ѹ�� 0.09MPa 8-12��
������ 100-105�� 10-15��
2. ˮϴ
��1���豸 ˮϴ�豸�ж������ͣ�����״ˮϴ��ƽ��ˮϴ��ˮϴ����ֲ����˵�ʺ�ѡ��ƽ��ˮϴ����ˮϴ�����������£�
��2��ƽ��ˮϴ����������
����ˮϴ��
����ˮϴ
����ˮϴ
����ˮϴ��ˮϴ��ˮϴ��ˮϴ�����
����ˮ��1��
����ɫ����1��
��60���1��
��70��ϴ�Ӽ���
3������
ֲ��֯�ᆳӡ��ˮϴ��һ�㶼Ҫ���������������Ⱥ������������ר�ŵ��ȶ����������н��У�Ҳ����ֲ���ĺ淿���С�����ֲ���ĺ淿���У��������ˮϴ�����һ�������������ȡ��ں������г�һ������������⣬�����������������������������ù���Ż�ȣ��Ӳ�Ʒ��Ҫ�������������Ĺ��ա�
�ġ�ת��ӡ��
ת��ӡ��������ijЩ��ɢȾ�ϵ����������ص㣬�÷�ɢȾ������ת��ӡ��ֽ��Ȼ��ʹ��ӡ����ת��ֽ������һ�𣬾�����ѹʹֽ�ϵ�ͼ��ת�Ƶ�֯���ϡ����е��ڡ����ڡ����ڶ��Ƚ��ʺ���תӡ��
ת��ӡ����Ч���ںܴ�̶���ȡ������ë��������������֯��������ë�ܶȱ����һ�㣬ά���ڸ���ӡ��ʱ����������ٹ����Ȼ���������ÿƽ������ë�ܶ��Դ���75g�á�
��ë��������Ⱦ�ϵ����ܡ���ˣ���תӡ֮ǰҪ��ϴ���ȶ��͡����п��ܵĻ���������ë��˿����ǰ����ʱ��Ҫϴȥ�ͼ�����Ϊ���תӡȾ�ϸ����ڴ��͵���ë�ϣ���ôȾ�ϲ���������ë�ڲ��������ױ�Ħ������
ת��ӡ��ʱȾ�ϴ�ֽ������ת�Ƶ���ë����Ҫһ�����̡�һ���ɢȾ����ȫ��ת�Ƶ�֯����Ҫ30�����ҵ�ʱ�䡣���ڷ�ɢȾ�϶Խ��ڵ���ɫ�ʲ��Ǻܸߣ�һ����dzɫ�����ʺ���ת��ӡ����
�塢����ӡ���ֶε��²�Ʒ����˼·
1.������Ϳ�Ͻ���ë��ӡ����ͨ������ӡ��ѹ���Ĵ�Сʹӡ��ʱ������ë������
2.����ֲ���ײ���ӡ�ϻ���Ȼ������ֲ�����а�ɫ��dzɫëֲ�ޣ�ʹͼ���Ӱ�ɫ��ë�·��ij���������ԼԼ�ɼ���
3.������ֲ�����Ͻ���������3-4����ͷ�ӡ�����3-4��ɫ��Ȼ���ò�ͬɫ��ճ�ϼ�ӡ���ײ��ϣ�Ȼ��ȫ��ֲ�ϰ�ë���������IJ�Ʒ�Ϳ�����3-4��ɫ��ɡ��������ڵ���ճ�ϼ���ɫ��ͬ����������ɫЧ����������ܵĻ�����ճ�ϼ��м�����������Ⱦ�ϣ��������������Ľ��У���һ�������£���Щճ�ϼ��е�Ⱦ�ϻ�˳����ë�ײ������������ɴ˷�Ҳ�������������Ʒ��ֻҪ�ѵ�һ����ֲ���ԼӸ��켴�ɡ�
��ʵ�����������ַ����ɡ��ϳɡ����²�Ʒ��һ���²�Ʒ�IJ����������������ּӹ��ֶε��л���ϡ��������ֽ�ϱ�����һ�ֿ�ѧ�Ĵ��䣬����ɲ����ԣ�����Ӧ������Ҫ����֮��ֲ�����ҹ����տ�ʼ����չǰ���dz����˭ӵ���˲�Ʒ��˭��ӵ���г���
��������ʱû�����ۣ�
���¼�������
�������
 ��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
 ��APP
��APP �źţ�yinhuashijie
�źţ�yinhuashijie �ֻ���
�ֻ��� ��ӡ�����硷��־
��ӡ�����硷��־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










