

1 实验部分
1.1 实验材料和药品
纯棉平针针织胚布:32s 棉纬平针针织胚布,布重105 g/m2 .
硫化红棕B3R、氢氧化钠、硅酸钠、精炼剂、双氧水、硫化碱、纯碱、葡萄糖、氯化钠、皂洗粉、太古油等.
1.2 实验仪器
荣华HH一6数显恒温水浴锅,xH―KG55B电脑染色机,BZGY908A标准光源箱,JA5003A电子分析天平,Coloreye7O00A分光光 度仪,Y57lb摩擦色牢度仪,SW一10A耐洗色牢度试验机.WSB―V 智能白度测定仪YGW一87l,毛细管效应测定仪,YG026PC-250型电子强力机,烧杯、玻璃棒若干.
1.3 实验效果评价测试
1)上染深度:在Coloreye7000A测色配色仪上进行,以K/S值表示.
2)耐摩擦色牢度:在Y57lb摩擦色牢度仪上进行,测试标准为GB/T 392O一1997纺织品色牢度试验耐摩擦色牢度.
3)耐皂洗色牢度:在SW一10A耐洗色牢度试验机上进行,测试标准为GB/T 3921.2― 1997纺织品色牢度试验,用标准灰卡进行评定.
2 实验结果与分析
为保证练漂和染色的效果,必须使练漂和染色助剂之间互不干扰.在棉针织物的练漂中,漂白剂双氧水是氧化剂,会对硫化染料的还原产生影 响,因此在染色前必须除去.为此,我们设计了练染一浴两步法T艺,即练漂和染色在同一浴中分两步进行,先进行练漂加工,再用保险粉除去双氧水,然后进行染 色.具体工艺流程如下:配制练漂液一练漂一除去双氧水一加入还原好的染液一染色一氧化显色一皂洗一水洗一烘干.
2.1 保险粉用量的确定
织物练漂后残余的双氧水带入染浴会影响染料的还原,导致染色出现色浅、色斑及色相变化等染疵;因此,漂染一浴法在染色前必须采取措施消除残余的双氧水,我 们利用保险粉去除残余的双氧水.保险粉的用量与练漂的工艺特别是双氧水的留存量有关,对于漂染一浴法的练漂工序,我们采用已经成熟的传统工艺:NaOH 8 g/L,硅酸钠3 g/L,精炼剂2 g/L,30%92氧水8 g/L,浴比l:30,温度90℃ ,练漂时间45 min.练漂完成后,在练漂浴中加入保险粉,95℃下处理10 min,然后进行染色.保险粉用量与染色得色深度及染色牢度的关系见表1,其中K/S值表示染色的得色深度.由表 l可以看出:保险粉用量超过0.5 g/L后,K/S值变化不大,所以保险粉用量以O.5 g/L为宜.

2.2 练染一浴法中影响染色的因素
练染一浴法中影响硫化染料染色的因素很多,如上染助剂的选择、用量,染色温度、时间和浴比等,其中最重要的是硫化碱和食盐的用量以及染色温度和时间.由于 硫化染料分子量较大,要取得较高的上染率,需在较高的温度进行染色;但由于设备的原因,常温染色机染色温度一般只能达到95℃ ,因此上染温度设定为95℃ 以下,讨论硫化碱和食盐的用量以及染色时间对染色的影响.
2.2.1 硫化碱用量
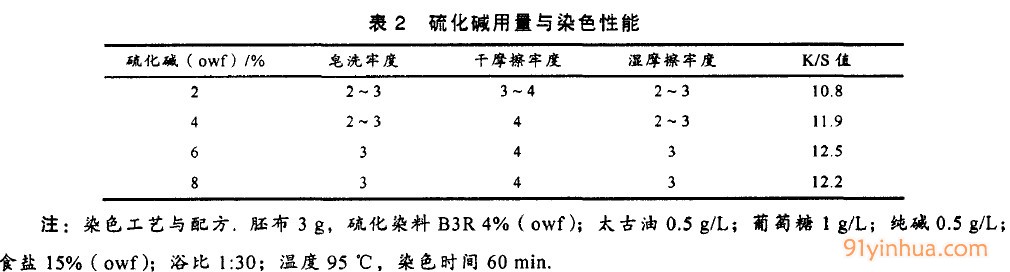
硫化碱用于染料的溶解和还原,若用量不足,则染料的溶解、还原都不完全,会使染物产生染斑,并影响摩擦牢度;若用量过多,则会影响染料的上染,不易染得深 色.硫化碱的用量随硫化染料的种类而定,一般约为染料量的70%~200%.硫化碱用量与染色性能的关系如表2所示.由表2 可以看出:硫化碱用量为6% (owf)时,上染率最好,皂洗牢度、干湿摩擦牢度均较高;因此,硫化碱的最佳用量是6%,即染料与硫化碱质量比为1:1.5时,染色效果较好.
2.2.2 食盐用量
食盐和元明粉等中性盐能够促使纤维吸收染料,提高给色量,但用量过多,易产生染斑、浮色等染疵;用量过少,染物上染率低.食盐用量与染色得色深度及牢度的 关系如表3所示.中国印花网由表3可以看出:食盐用量为20%(owf)时,上染率较高.综合评定皂洗牢度、干湿摩擦牢度指标,食盐的用量以20% (owf)为佳.

2.2.3 染色时间
染色时间对硫化染料的染色性能也有影响。染色时间对染色性能的影响如表4所示.从表4可见:染色时间过短,上染率低,染料不能完全渗透,影响染色效果,染色60 min时,上染基本达到饱和,因此确定实验的最佳染色时间为60 min。

2.2.4 练染一浴法与传统两浴法染色效果的比较
用相同工艺对练染一浴法与传统两浴法(具体工艺:配制练漂浴一练漂一水洗一配制染液一染色一氧化显色一皂洗一水洗一烘干)处理的针织布进行染色,并进行相关测试,结果见表5.由表5 可知:练染一浴法处理的针织物除染色深度稍低外,染品的皂洗牢度、干湿摩擦牢度等均能达到传统两浴法的水平.

3 结束语
棉针织物硫化染料练染一浴两步法工艺与练染两浴法相比,具有节时、节能、节水、生产效率高、污水处理负担轻等优点,值得推广.
来源:刘祥霞, 源坚珍
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











