

1 平网进贴布系统的形式
按照织物是否连续分,目前主要有手工单条单片(如毛巾、毛毯、成衣裁片)和连续进贴布系统两种形式,前者简单,后者较为复杂。
按照所用粘接剂的种类分,则有只能单次贴布的水溶胶类和可多次反复粘贴的树脂胶类。目前国内手工单条单片或连续进贴布系统,水溶胶和树脂胶都有使用,主要依据织物的种类、厚薄和各厂习惯喜好选择。
对于不易变形的机织物的连续进贴布系统,一般采用比较简单的配置就可达到理想的效果。对如何才能更好地解决受力后易变形的针织物的连续贴布问题,人们一直在进行着不懈的探索,通常需采取多种措施,配置较为复杂的低、恒张力系统,这也是本文分析探讨的重点。
2 常用进贴布系统分析
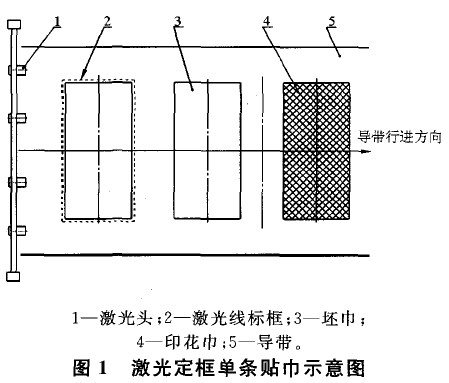
2.1 单条巾、毯类织物的激光定框贴布方式 tu
毛巾和毯类多为独立花型图案印花,为了追求印花工序的高生产效率,快速准确地贴巾非常关键。因此,普遍采用自动上水溶胶、用红色激光线定框、手工贴巾的方式。如图1所示,在印花机进布端的龙门框架上装有多个激光头l,通常用4个一组在印花导带上打出一个方形标记框2,毛巾3就贴于框内,激光线框位不动,导带每行进一步,贴一条巾,效果非常好,效率高。通常事先将毛巾裁成单条,也可以连续喂进,人工折边对齐贴巾,只是步距应等于或略小于一条毛巾加缝边的长度。
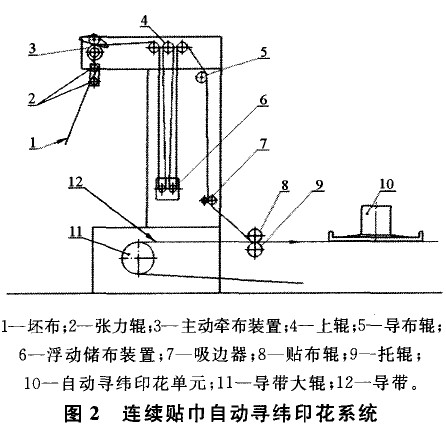
2.2 连续贴巾自动寻纬印花系统
国内2O世纪9O年代初引进了多台意大利美加尼平网印花机,有用于毛巾和毯类印花的。该机采用了自动连匹进布、贴巾、自动寻纬印花方式。如图2所示,为一种高架式进布系统,坯布1先向上经可调张力辊2,引至主动连续牵布装置3,经一组水平导布辊4,下垂进入双辊浮动储布装置6,然后再经导布辊5,吸边器7,最后由贴布辊8平整、均匀地粘贴在印花导带上。各印花单元会自动寻找到每条毛巾毛圈部分的纵向几何中心,然后网版落下印花。该系统在使用时,通过参数设定,可使牵布速度等于平均印花车速,从而实现坯布的连续牵引;双辊储布装置保证了始终有合适足够的储布量,重力可调,因而贴布张力恒定、平整不变形;进入贴布辊前装有吸边器,有效地防止了发生经斜或纬斜。该机型的最大特点是自动化程度高,适合印大花回图案,不足之处是生产效率低。
2.3 针织物低、恒张力连续进贴布系统
对于中厚、轻薄织物,国内广泛使用各种连续进贴布系统。对进贴布系统的基本要求是:进布张力小而均匀,织物平整、牢靠地粘贴在印花导带上。只有这样,印出的花型才能不变形,布匹不动,花型清晰。针织物一般比较稀松,受力易变形,存在卷边现象,尤其当定型不到位时更是如此。因此,如何实现针织物低、恒张力进布、平整贴布是业内多年来不断探讨的问题和追求的目标,方法措施层出不穷。
2.3.1 系统的组成
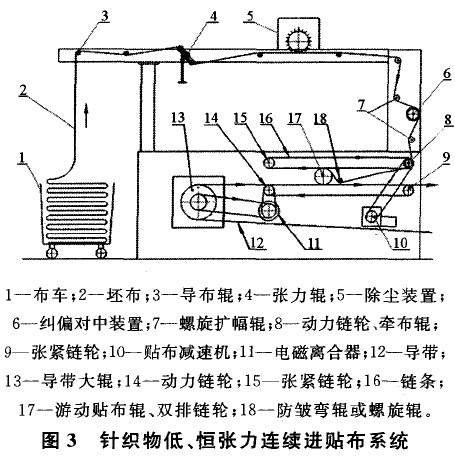
如图3所示,是一套目前普遍使用的适合针织物的低、恒张力连续进贴布系统。
2.3.2 系统的基本流程
坯布从布车内拉出,通过若干导布辊初步展平,进入一组或两组包角可调的张力辊,使其具有一定的张力后水平通过吸尘装置下口,吸去浮尘、花毛,再经过两个主动螺旋扩幅辊将织物展平,通过红外光电探边,将信号反馈给纠偏对中装置,使织物的边缘对齐或称对中,再经导布辊引向贴布辊,最后均匀地粘贴在导带上。
2.3.3 进布环节的功能分析及使用
2.3.3.1 导布辊3通常有2~3个,作用是将织物基本展平,阻力不能太大,因此穿辊方式应根据织物品种灵活掌握。
2.3.3.2 张力辊4的作用是通过蜗轮、蜗杆调节包角改变摩擦力大小,即可产生一定的张力使织物展平,穿辊方式和包角大小应根据织物品种灵活调节。
2.3.3.3 展平且具有一定张力的织物通过除尘器5下吸口时,可以清除布面上的浮尘、花毛和线头杂物,以避免印花时出现堵网和疵品,吸口装有毛刷辊,边刷边吸效果更好,但有的织物易起毛,不宜刷,所以应灵活使用。
2.3.3.4 两个螺旋扩幅辊7同向旋转,均为主动辊,在接触处与布面方向相反,使用时应细致调节两辊的转速差,以调节出合适的布匹张力。
2.3.3.5 在两个扩幅辊之间装有伺服电机驱动的纠偏对中装置6,由花盘辊根据红外光电探边器反馈的信号自动左右摆动纠偏。
2.3.3.6 通过动力牵布辊8将织物引到贴布辊17。在一些新机型上,织物在进入贴布辊前通常还要经过一个弯辊或主动螺旋辊18扩幅防皱;为消除针织布的卷边,在进贴布辊前还可在布的两边设置吹气管,效果也很好。
2.3.4 游动辊贴布系统的工作原理
通过以上进布环节后,织物最终须由贴布辊粘贴在导带上。在贴布环节,系统为实现低、恒张力贴布,其一,贴布辊必须连续转动不停,否则会出现速度从“0”突变增大,织物松紧交替变化,造成起皱现象;其二,贴布辊与导带接触处线速度应该相同,否则会产生搓布和起皱现象。如图3所示,贴布辊的运动是一个合成运动。工作时贴布辊紧压在导带上,与贴布辊同轴装有一个参数相同的双排链轮,其节圆直径与贴布辊直径相同,环形链条16如图所示绕装在双排链轮17、动力链轮8、14和张紧链轮9、15上。一方面,贴布电机为变频调速,由工控机动态控制,将动力传给链轮8;另一方面,导带大辊l3在带动导带向前行进的同时,通过链轮和电磁离合器11将动力传给链轮14。使用中,通过参数设定和工控机,可使贴布电机速度与平均印花车速相一致,实现连续进布。在导带停止不动时,动力链轮8带动贴布辊在导带上逆时针向后做纯滚动,为均匀低恒张力慢速贴布阶段;当导带大辊转动时,导带向前行进,离合器接通,动力链轮14带动贴布辊在导带上逆时针向后快速做纯滚动,为快速贴布阶段。由于合理配置了贴布辊直径和链轮传动比,贴布辊紧压在导带上而无速度差,所以这时同样为纯滚动贴布,张力变化较小;而且贴布辊随导带快速向前移动复位,一个循环结束,贴布辊回到起点进入下一个循环。当用树脂胶时,通过给中空的贴布辊通热蒸汽或电加热的方法可使树脂软化发粘实现热贴布。
3 结束语
平网印花机应用广泛,其进贴布系统是否先进,使用是否得当,对印花效果和生产效率的提高有着直接的影响,多年来一直受到业内人员的高度重视,并不断追求和探讨新的进贴布方法、装置和措施。因此我们应不断总结使用经验,多了解同行的发展情况,根据所印织物的类型和使用习惯,选用合适的或简单、实用、可靠或先进但复杂的进贴布系统。
来源:印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











