

粘胶纤维和苎麻纤维都有其它纤维所无法比拟的优点,同时也有一些不足之处,一般可与其它纤维混纺或交织来弥补,而粘胶纤维与苎麻纤维交织在国内市场上是很少见的。前几年我公司为外商加工了经向为人棉,纬向为苎麻,规格为19 特×2/ 111 特204 ×185 130cm 人棉麻交织绸的服装面料。该交织绸有吸湿散湿性强,透气性好,穿着滑爽舒适,光泽好的特点。能弥补粘胶强力差尤其湿强更差的缺陷,同时能改善粘胶纤维太柔没有身骨而苎麻纤维粗糙刚硬的感觉。在坯布规格上采用经纱为19 特两股人棉,纬纱为111 特的苎麻纱,这样布面有既精细又粗犷,既现代又回归自然的独特风格。
由于粘胶纤维和苎麻纤维本身的结构特点,决定了常规加工纤维素纤维的前处理工艺难以适应。为此根据客户对产品的质量要求和交织物本身的特点,对工艺流程和工艺条件进行了一系列的筛选,找到一条适合我公司具体情况的生产工艺,其产品质量完全达到客户的要求。
2 工艺流程选择
粘胶纤维为再生纤维素纤维,天然杂质少,纤维抱合力差,表面茸毛较多;而苎麻纤维长短及粗细不均匀,抱合力大,属刚性纤维,布面茸毛长而密。因此人棉麻交织绸的烧毛极为重要,若烧毛效果不好或不烧毛会影响织物外观和服用性能。粘胶纤维本身杂质较少,除含有淀粉和PVA混合浆外,还含有少量的蜡质,其前处理重在退浆脱蜡;而苎麻纤维织造时虽经脱胶处理,仍残余部分共生物和其它杂质,考虑粘胶纤维耐碱性较差,
因此人棉麻交织绸采用退浆轻煮的工艺。尽管苎麻纤维聚合度大,结晶度高,染色比较困难,需丝光来改善染色性能,但粘胶纤维结构疏松,结晶度小,湿强力低,不耐强碱,因此人棉麻交织绸不进行丝光。
根据上述纤维的特点和实践,确定了前处理工艺流程为:翻缝→烧毛→退浆→(轻煮) →漂白。
3 加工设备选择
本公司的前处理设备为平幅履带汽蒸设备,长期以来主要生产厚型纯棉织物,机械张力较大,并且轧车及导辊等均有一定程度的摩损,加工轻薄织物易起皱。粘胶纤维在张力较大的设备上加工时强力下降更明显,且织物伸长也较大,难以控制织物的缩水率。人棉麻交织物在平幅履带汽蒸设备上加工也极易起皱,一旦起皱就难以回复。而粘胶纤维耐氧化性差,在强氧化剂汽蒸时,织物强力损伤大甚至出现破洞;苎麻纤维在脱胶纺纱织造过程中容易沾附重金属等杂质,在氧漂汽蒸时也容易造成双氧水的催化分解,形成破洞。因此在平幅履带汽蒸设备上生产人棉麻交织物是不适宜的,我们尝试在卷染机上进行前处理加工,结果表明在卷染机上进行退漂加工是切实可行,半制品质量完全能达到工艺要求,且布面平挺无折皱,织物经向伸长较小。
4 工艺试验条件
(1) 坯布:19 特×2 ×111 特204 ×185 130cm人棉麻交织绸。
(2) 退煮:
工艺流程:碱煮(95~98 ℃×30min) →热水洗(75~80 ℃) →冷水洗→烘干。
工艺条件:煮练剂6g/ l 、渗透剂1g/ l 、氢氧化钠1~16g/ l ,浴比1∶25 。
(3) 氧漂:
工艺流程:氧漂(95~98 ℃×30min) →热水洗(75~80 ℃) →冷水洗→烘干。
工艺条件: 稳定剂4g/ l 、精练剂6g/ l 、双氧水(100 %) 1~9g/ l ,浴比1∶25 。
(4) 大车(卷染机) 工艺条件:
烧毛: 二正二反,车速70~80m/ min ,用好毛刷辊和刮刀,火焰呈蓝色,干落布。
前处理:上卷→退浆轻煮(NaOH 5~7g/ l 、精练剂6g/ l 、95~98 ℃六道) →漂白(H2O2 3~4g/ l 、稳定剂4g/ l 、精练剂6g/ l 、92~95 ℃六道) →热水洗(75~80 ℃) →冷水洗→烘干。
5 结果和讨论
5. 1 退煮工艺条件的确定
试验结果见表1 。
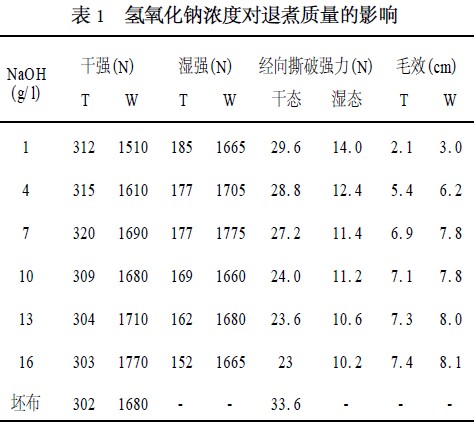
由表1 可知,随着碱浓度的增加,毛效增加,当NaOH 浓度达7g/ l 后,毛效增加较少;织物经纬向干态强力随碱浓度的变化不大,而经向湿强强力下降很多,这主要是由于交织物经向为粘胶纤维的原因。当碱浓在7g/ l 内,织物撕破强力下降较小。因此大生产时确定NaOH 浓度为4~7g/ l 。
5. 2 氧漂工艺条件的确定
试验结果见表2 。

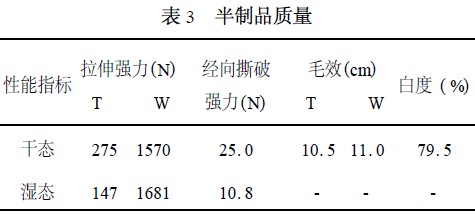
由表2 可知,随着双氧水浓度的增加,交织物强力和撕破强力均下降,将双氧水浓度控制在一定浓度范围内对织物的质量影响较小,但湿态时经向强力及撕破强力下降更明显;毛效和白度均随双氧水浓度的增加而增加,但当双氧水浓度达3g/ l 后提高不明显,而此时的毛效值已达到工艺要求。因此大样生产时确定H2O2 浓度为3~4g/ l 。大车生产(35000 米) 后半制品质量检测结果见表3 。
6 大生产注意点
6. 1 在卷染机上对人棉麻进行前处理,克服了非专业生产厂家缺乏前处理设备的弊端,有利于加工小批量多品种的产品。当然也可用冷轧堆生产工艺来进行前处理。由于粘胶纤维在湿态时强力下降严重,不适宜在张力较大的平洗车上水洗,因此选择平洗时要慎重。
6. 2 由于该交织物不宜丝光,在前处理加工中必须克服折皱,而在卷染机上加工能克服折皱的产生;卷染机张力较小,对减小织物经向伸长是非常有利的。
6. 3 前处理助剂的选择很重要,因织物上浆较重又含有乳蜡,要选择渗透性、乳化性、扩散性好的且易水洗的助剂。
6. 4 退浆轻煮后可不进行水洗直接漂白,不但缩短了工艺流程,还缩短了加工时间。采用上述工艺进行生产,卷与卷之间的质量易于控制,强力损伤小,便于操作,加工成本较低,为染色加工打下了良好的基础。
6. 5 在卷染机上进行前处理,减少了织物与机械之间的摩擦,布面绒毛较少,布身光洁。
来源: 张 平 朱巧生
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











