

目的:使氨纶定型,织物含水量均匀(过水比干定要均匀),布面平整,消除折痕。
剖幅预定型:温度180~185℃;过水湿定,注意点:(1)进定型机的含水率<70%,速度20~25米/min,纯柔丝25米/min,根据棉含量多的速度可放慢。(2)减少定型前的布面张力。
二、前处理、染色:
1、设备:一般染厂采用立信或台湾产溢流染色机,前处理和染色一次完成。
保持缸壁光滑:避免织物摩擦起毛。
电机速度200米/min:常规速度380~400米/min,布速过快,染液来不及均匀渗透,容易染花,建议从慢速开始逐步上调。
采用电脑配料,保证严格按工艺化料(温度、数量、化料是否充分)。
2、工艺:纯柔丝、柔丝/棉布基本采用棉用活性染料,浴比:1:15~20
①染色过程注意点:
a、加浴中润滑剂,减少织物摩擦;
b、升温缓和:0.5℃/min;(吸色速率基本同粘胶)
c、元明粉、纯碱分次加入。
②染色工艺曲线:
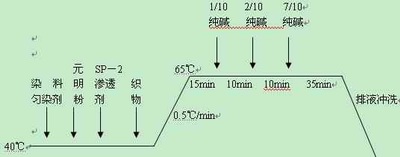
③染色后处理:
70℃×10min水洗→90℃×15min皂洗→80℃×10min水洗→50℃×10min水洗→冷水冲洗→脱水(轧水)→烘干
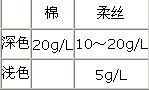
④纯碱用量比较:
三、脱水、烘干、热定型:
烘干:布进出尽可能均匀,减少折痕,使织物含水率在8~10%。
热定型:(1)喂入区可加入改善手感风格的助剂,进行湿定,使布面平整,不易产生折痕,但须注意含水率<70%,第一节烘箱温度160℃以下(即布面温度 100~130℃);第二节以后温度185~190℃(比预定温度平均高10℃)。(2)如果染色后已加入柔软剂,则采用干定,对保持织物柔糯的风格较为保险。
四、几种常见的问题及原因分析:
1、织物表面毛:
(1)前处理、染色时纯碱用量可能过大,对纤维造成损害;
(2)喷淋口力量偏大,染机内部毛糙摩擦;
(3)坯布密度过大;
(4)纱线捻度偏低。
2、印痕、色流痕、鸡爪印:
(1)加料不匀,一次加元明粉、纯碱使上染不匀;
(2)布速过快,染液来不及均匀渗透;
(3)预定之后折放过久,使坯布折痕带入染整;
(4)烘干不均匀,产生假性印痕(可通过重新过水定型解决)。
(5)布量过大,机内拥堵引起折痕,不能均匀上染;
(6)每匹布头之间直接打结,引起折皱部分上染不均匀。
3、手感硬:
(1)纯碱过量,蛋白质部分被破坏;
(2)染色过程中,三组分拼色上色率曲线不一样,也会导致色素占位不均衡,引起色花。
(3)定型机速度、温度。
来源: 印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











