

1实验准备
1.I实验材料
试样:亚麻/棉混纺织物(混纺比55/45,53texx53tex)。
试剂:α-淀粉酶2000L(上海雅运纺织助剂有限公司);复合酶301L(诺维信公司)。
1.2主要实验仪器
树脂尬车,高温高压汽蒸箱,LCK-800纺织毛细效应测试仪,WSD-III全自动白度仪,YG065N型电子织物强力试验仪,PHB一4型酸碱pH计,水浴锅等。
1.3实验方法
1.3.1退浆:洳淀粉酶2000L2~6g/L,JFC1g/L,时间30~120min,温度40~90℃,pH7。
工艺流程:按实验处方配置工作液(中性)→加热处理→热水洗→冷水洗→晾干。
1.3.2煮练:复合酶301L5~10g/L,JFC5g/L,时间4~20h,温度室温,pH中性。
工艺流程:按实验处方配置工作液(中性)→加热至55℃浸布→二浸二轧(带液率100%)→室温堆置→热水洗→冷水洗→晾干。
1.3.3漂前处理:EDTA1~9g/L,K2S2O 80~8g/L,尿素10g/L,JFC5g/L,汽蒸100℃,时间60min。
工艺流程:按实验处方配置工作液→二浸二轧(生物酶退浆、煮练后的布带液率50%)→汽蒸1h→热水洗→冷水洗→晾干。
1.3.4氧漂:30%H202 30g/L,Na2Si03 15g/L,pH值10.5~11(用NaOH溶液调节),JFC5g/L,尿素10g/L,浴比1:30,温度90℃,时间60min。
工艺流程:按实验处方配置工作液(碱性)→加热至90℃浸布→浸渍1h→热水洗→冷水洗→晾干。
1.4测试方法
1.4.1退浆效果:用碘一碘化钾试液点滴法。在退浆后的织物样品上滴几滴碘一碘化钾试液,如试液呈浅黄色,表示浆料已退净,如呈蓝色,表示织物上还残留浆料。将退浆效果分为四个等级:优(无残留浆料)、良(很少残留浆料)、中(少量残留浆料)、差(较多残留浆料)。
1.4.2润湿性(毛效):取煮练前后试样两条,尺寸为25cmx4cm(经×纬),在水槽中加入0.5%的重铬酸钾的水溶液至水位线,使试样基线和标尺零位与水位线重合,经过30min,立刻量取每条试样的液体上升高度。若液体上升高度参差不齐,应量取最低点并记录,以两条试样毛细效应的平均值作为试样的毛效值。
1.4.3退浆率的测定:用失重法测定,计算公式如下:

式中:G一退浆前布重g;G’一退浆后布重g;
A一试样的回潮率%。
1.4.4白度(CIE86):将烘干平衡后的织物叠成4层,在WSD―III型白度仪上测试。每一试样需在不同部位保持经纬方向一定的情况下,测定3次,取平均值。
1.4.5断裂强力:织物断裂强力的测定按国标GB/T3923.1―1997中《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长的测定条样法》进行织物测试,本实验用YG065N型电子织物强力试验仪,布样(5cmx35cm),钳口间距为20cm。
2结果与讨论
2.1亚麻/棉混纺织物的退浆工艺
2.1.1时间的影响(见图1)
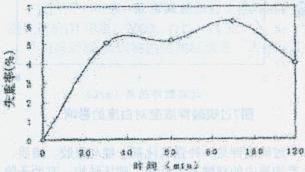
图1 时间对亚麻/棉混纺织物退浆效果的影响
亚麻/棉混纺织物的杂质与纯棉坯布相比,除含有果胶物质、蜡状物质、蛋白质和灰分以外,另外还含有麻皮、麻屑等杂质。所以为了获得较好的退浆效果,利于后续工艺的顺利进行,可以适当延长退浆时间,使淀粉酶对浆料分解充分。可以从图1看出,亚麻/棉混纺织物的最佳效果是90min的时候,失重率最高,退浆效果较好,浸渍的时间继续延长失重率并无明显的上升。
2.1.2温度的影响(见图2)
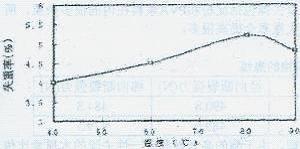
图2温度对亚麻/棉混纺织物退浆效果的影响
酶对温度的影响很敏感,温度过高会导致酶的失活,从而影响退浆的效果:温度过低又不能充分发挥酶的高效性,因此选择合适的温度显得很重要。从图2可以看到,40~80℃这范围内酶的活力一直保持上升的状态,到80℃时达到最高。退浆效果最好。当温度继续升高后,酶的活力下降,退浆效果开始下降。
2.1.3酶浓度的影响(见图3)
当处理织物质量一定时,酶的浓度很小,底物浓度相对很大,失重率的大小与酶的用量呈正比,即图中酶的用量在一定的范围内变化明显,但也只限于一定范围内,当酶的浓度超过一定量,再增加酶的浓度,失重率反而会下降。这主要是因为随着反应的进行,影响酶退浆效果的因素不只局限于酶的浓度,而与时间、渗透剂等的作用有关。
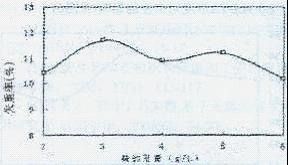
图3酶的用量对亚麻/棉混纺织物退浆效果的影响
2.2亚麻/棉混纺织物的煮练工艺
2.2.1时间的影响(见图4)
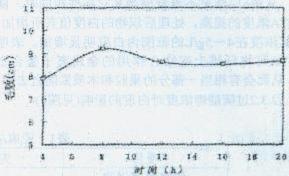
图4时间对亚麻/棉混纺织物煮练效果的影响
亚麻/棉混纺织物的杂质与纯棉坯布相比含量差异很大,另外亚麻纤维上含有大量的木质素,难以去除。所以它的处理时间和纯棉坯布有所不同。由图4可以看出,当堆置时间达到8h,这时煮练酶与织物充分反应,毛效最好。随着时间的延长,毛效无明显的变化。
2.2.2酶浓度的影响(见图5)
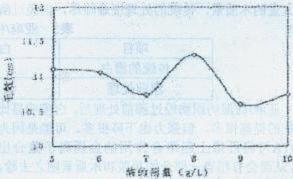
图5酶的用量对亚麻/棉纺织物煮练效果的影响
亚麻/棉混纺织物的杂质由于木质素、果胶物质等杂质的含量比较高,生物酶使纤维表面的纤维素伴生物分解,同时使果胶呈游离状态,达到去杂的效果。从图5可以清楚看出,当酶的用量在8g/L的范围时煮练效果最好。
2.3亚麻/棉混纺织物的漂前处理
2.3.1EDTA浓度对白度的影响(见图6)
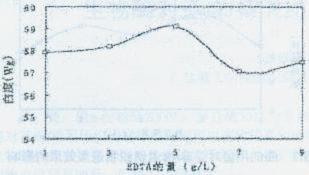
图6 EDTA浓度对白度的影响
从图6中结果不难看出当其它条件相同时,随EDTA浓度的提高,处理后织物的白度值有所增加。当其浓度在4~5g/L的范围内白度明显增加。表明EDTA可将纤维上起络合作用的金属离子鳌合出去,从而会有相当一部分的果胶和木质素随之去除。
2.3.2过硫酸钾浓度对白度的影响(见图7)
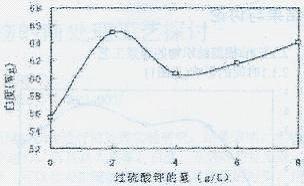
图7过硫酸钾浓度对白度的影响
过硫酸钾是一种强氧化剂,能与果胶、蜡质、含氮物质中的双键发生反应,破坏结构,有助于除杂、提高毛效和有利于织物的漂白,过硫酸钾也会造成纤维的损伤,其浓度不应过高。从图7可以看出加入2g/L的过硫酸钾效果最好,而且浓度又不高,所以选用2g/L来作为最佳的参数。
2.4传统前处理和生物酶前处理效果对比(见表1、2、3)
表1亚麻/棉混纺织物的退浆

从表1中可看出,传统碱退浆处理后织物的失重率比酶退浆的织物高出很多。可能是因为酶的专一性,其只能对淀粉浆料起作用,而传统的强碱处理可以去掉包括淀粉和PVA浆料在内的很多杂质,所以失重率会提高很多。
表2亚麻/棉混纺织物的煮练

从表2中可看出,传统的碱煮练与酶煮练相比,两者的毛效和强力无明显的差别,但由于亚麻中含有大量的木质素,传统的处理很难除尽,但经过酶处理,由于酶的高效性和专一性去除的木质素比传统的多,所以通过目测发现经过酶煮练后的织物麻皮的去除效果比较明显。
表3 亚麻/棉混纺织物的漂白

距麻/棉混纺织物经过漂前处理后,白度明显比传统的提高很多,但强力也下降很多。可能是因为EDTA可将纤维上起络合作用的金属离子鳌合出去,从而会有相当一部分的果胶和木质素随之去除,可以提高白度。过硫酸钾是一种强氧化剂,也能与果胶、蜡质、含氮物质中的双键发生反应,破坏结构,有助于除杂、提高毛效和漂白,但过硫酸钾也会造成纤维的损伤,其浓度不应过高。经过过硫酸钾和双氧水两者的作用,可能使织物强力下降很多,所以有待进一步研究。
3结语
3.1利用生物酶对纤维素织物进行前处理可以在常温、中性条件下进行处理,反应条件比较温和,不必在高温、强碱条件下处理,另外利用生物酶处理后,废水可以进行生物降解,对环境无污染。
3.2生物酶对纤维素织物的煮练选用的是冷轧堆工艺。这个工艺可以大大减少人力、物力的投入,节约能耗,有利于企业提高经济效益。
3.3鳌合剂(EDTA)和强氧化剂(过硫酸钾)组成的漂前处理,不但能提高织物的白度毛效,而且省去氯漂工序,产生的废水,不污染环境。但织物强力损失较大,有待于进一步研究。
来源:印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











