

【集萃网观察】一、开发过程
虽然21世纪可以说是“环境世纪”,但在日本正迈向环境协调型社会的过程中。纤维产业为了求得生存,必须对地球环境问题、节能、重复利用等问题.采取合适的相应措施。
目前,纤维行业虽然反复执行了各种节能措施,但根据去年12月防止地球暖化的京都会议决议等,还在要求进一步节能。此外,为了纤维产业的发展,必须提供能满足消费者需求日益高涨的、考虑到环境的产品。
日本纤维产业,尤其是印花行业的印花技术,除需要许多熟练人员外,由于使用大量的水和印花色浆,所以必须有庞大的排水处理设备,这和多彩绚丽的时尚时代正好相反,染料污染的情况严重、后继人才不足、日本国内生产成本高所造成的空洞化,正显示出和国外产品的剧烈竞争
日本印花行业在探讨今后应该采取何种措施时,Kanebo公司已完成了作为新印花技术体系的计算机设计、和气泡喷射印花体系,并以“Kanebo”奇妙印花进行了工业化生产。这种新技术体系的思想基础是.没有如何处理生产过程中产生的废弃物问题,也不产生对物资材料或污染源不积极利用的问题。
二“奇妙印花”体系简介
“奇妙印花”体系采用了喷色方式的印花体系,是综合了Kanebo公司的设计能力和染色加工技术、Canon公司的气泡喷射技术、和东伸工业公司的印花机械技术,共同开发出来的。
1. 加工工艺流程

图1 整个加工工艺流程
图1表示出标准印花加工工艺流程。如图1所示,在整个加工工艺流程中,只添加一个前处理工序,其它的工艺和传统工艺一样。对发色、整理加工来说,在“奇妙印花”使用上、也没有特殊变化,可用现有机械设备进行加工。在产品的染色物理性能方面,也和传统产品一样。
2.印花部分
图案、印花部分的基本组成表示于图2。
这种工艺和传统工艺大不相同。
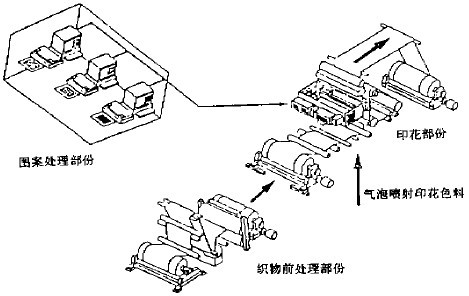
图2 “奇妙印花”体系图
如图2所示,想法极为简单,和用日常的Warpro个人计算机书写、再用印刷机印刷的感觉是完全相同的。它是输人图案画像、以代替输人的文章、在织物上直接印花的想法。因此,这种技术有以下4个要点:
(1)图案设计计算机化;
(2)气泡喷射印花技术;
(3)气泡喷射印花用的染料色料;
(4)“奇妙印花”坯布(前处理)。
三、体系的细节
1. 图案处理部分

图3 图案处理工艺流程
如图3所示的工艺过程,该部分是将图案原稿输人计算机内,变换成适合“奇妙印花”的图案数据后,再输送到印花机。虽然实际操作几乎全由计算机进行,但在花样修复、配色变换上,仍需要手工操作。图案原稿主要用扫描器(图象读取装取装置)读取,使其数据化。在花样修复上,对单纯用扫描器读取的无用数据、读取误差和传送工序偏差等进行修正。
该工艺最重要的是、读取的数据是用光成分的强度比表示的,但在织物上印花时.必须转变为染料色料强度比,在变换时.必须考虑到染料色相和上染性。如果没有确定这种变换方法,就会出现和原图似是而非的色相,完全不能预测以后配色变换等。
2.气泡喷射印花部分
在奇妙印花机上,喷色印花喷头是一个主要部分.采用Canon公司开发的气泡喷射方式。所谓气泡喷射方式,是将微型加热器埋在非常小的喷嘴孔中、以提供瞬时热能,使色料达到高温,产生气泡.再通过这种气泡的膨胀、收缩,从喷嘴孔中喷出色料细滴,进行印花(图4)。
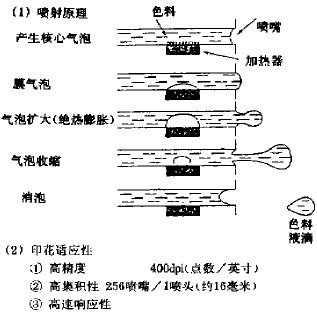
图4 气泡喷射原理
使用这种喷头的理由如下:
(1)非接触性:织物和纸不同,它有纱线、织造等各种形式.而且表面凹凸程度大此外,织物表面上有许多毛茸。因此,进行这种印花的机构、比和织物直接接触的静电转印、热转印等原料适用范围大,对印花机构的影响小。
(2)高的图象清晰度:能在40dpi(点数/英寸)密度下喷射出微细的色料点,可以进行微妙的表现。
(3)小型而肾凑:在1根小的喷头上、可制作256个喷嘴孔。由于印花喷头部分不大,有利于印花速度高速化等。
(4)节省资源(按需喷射):只有在接到信号时才喷射染料色料液滴。如用其它喷色方式,会在连续喷色的同时,仅选择所需的色料液滴.而舍弃其它的液滴、或再回收再利用。如采用本体系,就不必要进行上述多余的工作,不致浪费资源。
(5)染料利用性:可以利用传统染色加工中所用的染料。而且,由于能够在水溶液状态下使用,所以没有必要制作微胶囊等特殊形式。
印花机理是,按照图案数据.将分解为这些色的信号、进到和各色料色泽相对应的喷头[目前,能用奇妙印花机表现出许多色相,所以在标准色上最好采用4只基本色(深蓝、宝石红、黄色和黑色+α],通过各色点的组合,在织物上再构成色泽和花样。用这种方法可表现出1670万种色泽组成的全色。
印花机的特征:
(1)印花幅度160厘米;
(2)长度不受限制的连续印花:该体系是完全以实际生产为目的的印花机.不像其它许多无版印花体系那样,只是打样用的、产量低的小型印花体系。
(3)适合坯布厚度的调节机构:它虽能适应坯布的厚度,但对泡泡纱、浮凸组织等凹凸度极大的坯布来说,必须事先进行充分试验、以完成花样的表现。
(4)花回尺寸自由:不象筛网印花那样,只拘泥于花回尺寸。它的花回尺寸可自由决定,目前它的印花花回尺寸可高达160×360厘米。
(5)紧凑型设计:不象常规印花机(自动筛网印花机)那样、全长为20~30米,而是象织物外形.占地面积小,可几台机器并排使用。
3.染料色料
(1)染料色料
染料色料必须具备两个条件:
① 色泽鲜艳,得色量高;
② 染色牢度高。
在用气泡喷射法时,染料的热稳定性、色料的表面张力等也是重要因素。选择能满足这些条件的染料和溶剂的组合.就能实现色料最佳化。目前,可以使用的色料染料种类有三种,即① 酸性染料、② 活性染料、⑧ 分散染料。因此,可以用棉、人丝、蚕丝、羊毛、耐纶、涤纶和具有代表性的所有纤维 料作为喷色印花对象。
染料色料的组成要素由染料、堵孔眼防止剂、水三种成分组成。在染料方面,可将传统染色工业上大量使用的现有染料精制后使用。此外,在堵孔眼防止剂方面,和OA机器上广泛使用的喷色印花色料、以及办公用的水性信号色料等使用的堵孔眼防止剂一样,使用水溶性有机溶剂。
第三种成分的水,是气泡喷射方式的驱动源,不仅起到发泡剂的重要作用,而且还能减轻臭味和废水处理问题;还起到色料本身安全性的作用。
(2)色料喷射特性
色料喷射特性与喷头的结构有很大关系。对400dpi高密度喷头来说,为了和1秒钟有数千次的高频驱动相对应,色料必须低粘度化。此外,在喷头不用时,由于喷嘴头部的色料挥发成分的挥发作用,色料增粘,产生喷射不良。为此,对色料要求具有水分难以蒸发、或即使水分蒸发,也难以增粘的功能。
对于本体系用的色料,更要考虑到发泡性和Kogafion(微型加热器的焦糊味)。发泡方面,必须含有作为气泡产生源的发泡剂。如上所述,通常,水就起到了这种作用。此外,必须注意气泡发生所需的能量、和消泡时产生的气穴所引起的加热器损坏程度、都会随着拼用的堵孔眼防止剂的种类和用量而变化。另一方面,Kogation是堆积物在加热器上的沉积现象,而堆积物是由色素及其中间体的分解物、多价金属等构成。一旦产生Kogation,色料的喷射量和喷射速度就会降低.最后变得不能喷射。
鉴于这种情况.对本体系用的色料来说.作为解决这种问题的相应措施是、使用低粘度的堵孔眼防止剂,找出在它和水量之比上的最佳平衡。此外,为了防止Kogafion,选择分子结构上有良好耐热性的染料;再通过充分精制,将多价金属的含量抑制在一定量以下。在印花机的主要部分还装设防止堵孔眼和维护喷头表面的修复装置,即使在硬件上也狠下了工夫。
(3)坯布加工
由于喷色印花不象传统工艺那样使用高粘度的色浆,而是使用适合于气泡喷射的高流动性染料色料,为了防止色料渗色,新增设的前处理工艺是必要的。在前处理工艺上.尽管有浸渍法,但浸轧、烘燥法等较为简便、也可采用。印花后的工艺流程和传统印花一样。
四、产品特征
能表现出传统印花不能表现的色洋、花样范围,也就是;
1. 多色:可以用1670万种色泽的组合来表现花样,不受色泽套数的限制,可自由使用色彩。传统印花的色泽套数通常是1O个,最多也只有20几只。
2. 多层次:可表现出256个层次色调,可以使用平滑地晕色染色,表现出泥点、晕色。在传统印花上,是使用网点太小表现层次的.充其量也不过30个层次左右。
3. 高精度:能表现出0.1毫米以下的细茎、和微细部分。过去.这种水平的直线、是不能在不切断的情况下连续产生的。
五、商品开发
作为新的印花体系,所考虑的商品开发、和传统印花是不同的。想在尽量大的范围内进行尝试,且以高档次为目标,不仅在床上用品、衣料上,而且逐想闯出一个独创的世界。该体系不象传统印花那样、要求制作花版和调制色浆.它具有图案设计自由,能够尝试印刷输出的乐趣。
现将目前开发的商品大致分类如下(表1):
表1 项目开发
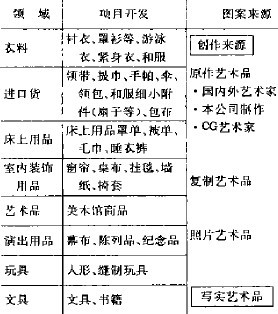
1.将重点置于交货期短、小批量生产领域的、有衣料、领带、披巾等进口货及其它。
2. 将重点置于高精细、多层次、多色彩表现力、高档感领域的,有时装、婚礼衣料、床上用品等
3. 将重点置于对原画有高度重现性的领域:除能重现不改变艺术家风格的高价商品、复制品外.其它样品示于图1。
由于无版化,于是就没有描绘工序和各种色浆调制时间,从而大大地缩短了印花加工的准备时间,可按传统印花的1/4交货期来加工(图5)。
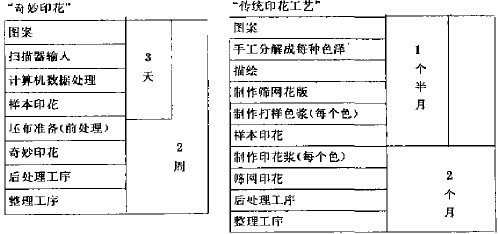
图5 “奇妙印花”和”传统印花工艺 的工序
此外.几乎没有换版所需时间,只要重新发送数据,就能立即移到下一个花样配色。“奇妙印花”的另一个重要开发,是图案设计领域的多样化。以往,为了能用筛网印花表现印花原图,用了10个左右的色泽套数,由人工描绘原图,制成筛网花版。对于原图所具有的清晰度,往往容易失真。不过,对“奇妙印花”来说,根本不用描绘,就连照片也能输入。
另一方面,近年来,CG艺术领域的艺术家也在增多 这些设计、艺术家的作品几乎不用手工就能在织物上重现。再加上将这些图案来源在计算机上加以组合、粘合、放大和缩小、或补充,作为新图案的开发,也比传统法容易。在cG图案家的感觉上,它比描绘工作更有创造性,将是解决当前描绘人员不足的方法。如果是这样,作为图案来源的世界美术馆的作品,将成为索取图案的场所(有著作权问题,必须注意),能够在不改变这些艺术作品的图象和气氛的前提下输入。
Kanebo公司将钟纺纤维美术馆馆藏的、现在已不制作的古代织物,仍保留其陈旧的图象,作为带框艺术品制成纪念品、或最近将珍奇的江户小花纹的纹样为基础的扇子,开发为伊场山老铺子的商品。
六、环境保护
“奇妙印花”是一种在用无版化、三原色化,创造一个清洁工作环境,同时,还能适合原来的快速响应、需要时可按所需量生产的体系,所以对自然环境保护、节自目、节省资源具有很大贡献。现将上述的内容归纳在图6。例如,由于无版化,不必制作网版,在印花结束后就完全不需要废弃、烧掉涤纶纱、感光树脂。当然也不必使用用于这方面的电力、水等。
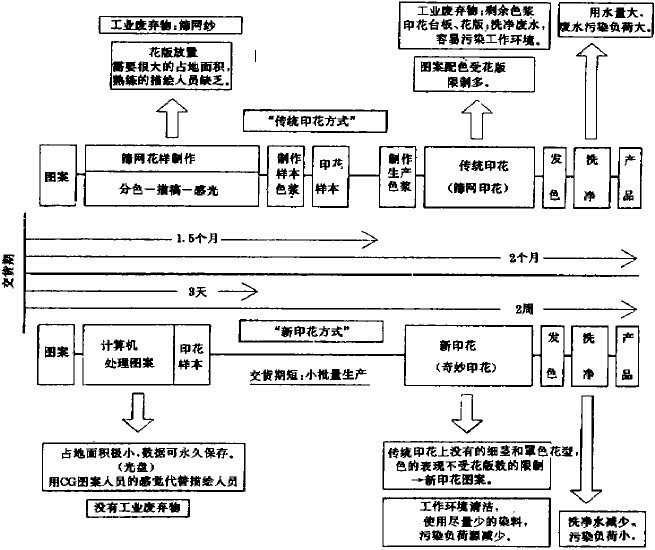
图6 传统印花法和开发的印花体系的对比
在印花部分,由于全都使用共同的染料,所以也没有必要象传统筛网印花那样制作各种色浆、印花结柬后将其残余色浆作为排水处理、或作为工业废弃物处理。以往.为了洗掉渗透到织物内部的难溶浆料,必须使用大量的用水,但如用“奇妙印花”体系,就可不用这种处理,浆料容易洗掉,从而大幅度地减少用水量,同时也能显著地降低排水处理负荷为传统印花的1/10。
全世界一年的印花生产量大概是125亿米,产量处于增加的趋势。所有这些产量,如改用“计算机图案设计、气泡喷射印花体系”,将其效果的预算作为一例、列于表2中。
表2 对环境保护贡献程度
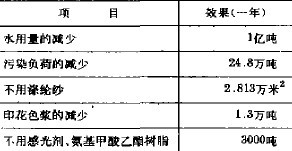
注:世界印花生产量:125亿米/年。
采用这种喷色印花体系,就没有色浆调制、洗刷花版、换版等在潮湿场所和肮脏的环境中进行的所谓3K作业了,可以象计算机室那样、在空调有效地、清洁的工作环境中舒适地工作了。这将能大大地有利于提高印花行业的形象,使之成为有魅力的工作场所。
七、今后的发展
强化工艺因素的传统印花体系、也可用计算机图案设计、气泡喷射印花体系来进行大幅度地机械化、计算机化,建立起以计划为基础的工业化生产体系。
“奇妙印花”的未来发展,可考虑为,以图案表现力、和小批量的有效生产体系为中心,促进、发展需要时提供所需量的、原有的快速响应。
正式实用的机器,还成为通产省的“能量使用合理化新型产业 创造技术开发费补助金”的对象,将以更高的印花速度为目标,开发其印花性、纤维加工辅助技术、和计算机图案设计技术,设法使“奇妙印花”体系进一步普及化。
来源:印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











