

【集萃网观察】前言 我国是一个纺织大国,但不是一个纺织强国,纺织工业是我国的重要产业,而“技术创新能力弱,装备技术水平低”又是我国纺织工业存在的主要问题。在染整装备上,我们和国外的差距主要是国外的装备自动化程度高,具有完备的在线检测系统。我们由于缺乏对工艺参数实时精确的测控,导致我们的产品质量不稳定、档次低下,严重影响了我国纺织品在国际市场上的竞争力;同时,也导致对资源的过度消耗,给生态环境带来巨大的压力。决定纺织品产品质量的关键,七分在印染前处理,三分在染整,所以印染前处理过程控制的技术水平是决定产品质量和档次的重中之重。 1、染整前处理 印整行业是纺织品深加工、精加工和提高附加值的关键行业。由于原布上含有大量的天然杂质及纺织加工过程中所上的浆料、油剂和沾染的污物等。杂质的存在有碍于染整加工的顺利进行,也影响织物的服用性能,这些杂质必须经过一系列的化学过程加以去除。染整前处理包括退浆、煮练、漂白、丝光等主要过程,通过这些加工过程去除各种浆料、杂质,改善织物的手感、色泽,提高织物对水、染料的吸附能力(毛效),有利于后续加工的进行。前处理的主要用剂是烧碱。传统的退煮漂和丝光工艺过程都对碱液浓度有着不同的要求。退煮漂过程使用的是低浓度碱液,同时往往添加有少量助剂,并有一定的温度要求;丝光加工则使用的是高浓度的烧碱溶液,通常在低温下进行,近年来又出现了高温丝光工艺。染整前处理的好坏对印染的质量起着主要作用,要保证前处理的质量就是要保证工艺参数的稳定和准确。因此,精确测量并控制碱液浓度对稳定前处理工艺,保证加工质量具有重要意义。 2、市场需求变化的特征 随着人们生活水平的提高及市场竞争的加剧,量少但重复需求的订单越来越多,对加工质量要求也越来越高,因此对工艺参数的精准控制和工艺重现要求越来越迫切。过去人工检测、手工调整工艺参数的方法已无法保证加工质量以及使工艺重现。另外,节约资源,清洁生产越来越受到重视,粗旷式控制必然造成浪费,这样的生产方式会逐渐被放弃。 3、提高自动化程度、保证质量、降低成本 在印染厂,练漂过程的碱浓度、漂白氧化剂浓度,丝光过程的碱浓度、水洗后的PH值,传统的方法是人工监测,每班检验3-5次,对浓度测量一般采用化学滴定方法。人工监测的弊端是显而易见的,不能连续实时测量,测量精度低,受人为因素和环境因素影响大;不能实现自动控制,控制准确性没有保证,生产出的次品多;由于控制的不准确,往往过量使用水、药剂等资源,造成浪费;需要增加用工数量,增加人力成本。自动化检测和控制可以消除人工检测、手动控制的弊端,能够起到提高质量,降低成本的作用。
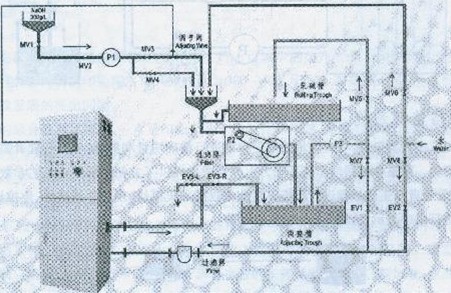
德高印染测控产品目录 ●浓碱浓度在线测量控制系统(CMS一100N) ●淡碱浓度在线测量控制系统(CMS-200N) ●PH值在线测量控制系统(AMS一100PH) ● 全自动配碱系统(CMS一300N) ● 染整参数网络监控系统(FCS一1000) ● 布毛过滤器(AUTO―FILTER一1) 浓碱浓度在线检测控制系统CMS―lOON 本系统应用于印染前处理和丝光工艺过程,对碱液浓度进行在线检测及连续控制。使碱液浓度稳定在工艺要求的范围之内。
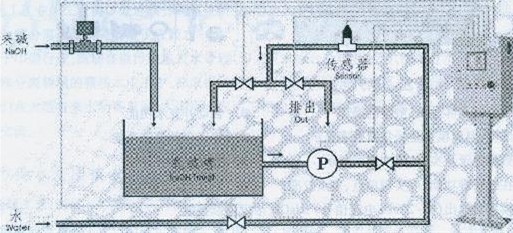
淡碱浓度测量控制系统
本系统应用于印染前处理的退浆煮练和丝光水洗后落碱的测量控制,对碱液浓度进行在线检测及连续控制,使碱液浓度稳定在工艺要求的范围内。
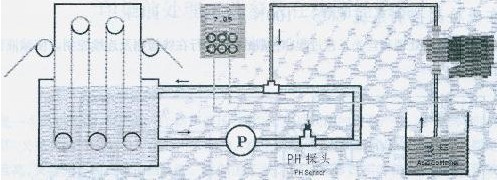
PH值测量系统
本系统应用染整加工的丝光水洗等对PH的控制有要求的环节,通过对PH值准确测量,控制加酸或碱,将PH值控制在设定范围以内。
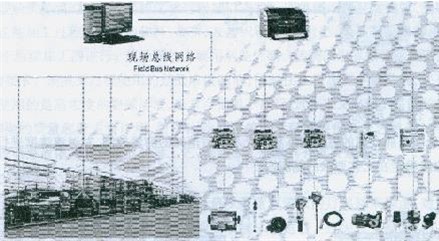
染整参数网络监控系统
染整生产工艺过程复杂,需要对大量的过程参量进行精确测量和控制,生产管理者需要实时了解每一个参数及其变化。染整参数网络监控系统为生产管理者提供了方便了解所有工艺参数和设备状态的平台,帮助生产管理者对生产过程进行监控。系统由数据采集模块、现场总线网络、监控计算机组成,可以对染整参数进行集中显示、统计分析、存储、打印等。
碱浓度在线测控系统主要功能
* 彩色液晶屏显示,触摸屏操作 * 自动补充水功能
* 浓度、温度模拟量采集及数字显示 * 停工自动清洗功能
* 数据记录及实时、历史曲线显示 * 实时时钟
* 在线校准功能,可实现单点、多点校准 * RS232C通信接口
* 模拟量输出(4―20mA电流信号),NaOH浓度连续控制
碱浓度在线测控系统性能指标
* 浓度测量范围:0―500g/L
* 温度测量范围:0―100℃
* 工作温度范围:5―100℃(液体)
* 电源:380VAC±10%50Hz
* 浓度测控精度:±1g/L
* 温度测量精度:±0.5℃
* 控制器功耗:<12W
来源: 印染在线 德高测控事业部
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











