

【集萃网观察】摘 要:提出了一种自动对花的织物圆网印花机对花系统,通过图像传感器在线自动检测印花图案套色的位置,借助于控制器自动控制、调节各印花网筒相对于织物印花图案色位位置,提高了印花精度,进而提高了产品质量和工作效率。
关键词:机器视觉;圆网印花机;图像传感器;自动对花中图分类号: TS194
文献标识码:B 文章编号:1673 - 0356 (2006) 03 - 0048 - 03
控制工程技术开发与应用。
随着科学技术的不断发展,提高技术装备的智能化和自动化水平已成为工业控制领域发展的重要方向。在现代化工业大生产中,传统人工检测方法已经不能适应生产自动化和产品高外观质量的要求。于是人们开始考虑把计算机的快速性、可靠性和结果的可重复性与人类视觉的高度智能化和抽象能力相结合。由此产生了一种新的检测技术―――机器视觉技术。机器视觉技术是一个相当新且发展十分迅速的技术,它在科学研究的多个领域获得广泛应用,如宇宙探测、卫星遥感、生物医学、军事、公安、工业和农业等领域[1 ] 。在工业领域,机器视觉技术的出现极大地减轻了人工检测的压力,提高了产品的检测质量和检测速度[1 ] 。
作为陕西省教委产业化项目《圆网印花机全自动闭环对花控制系统的研究与应用》的子系统,本研究提出了一种基于机器视觉的圆网印花机自动对花方法,通过图像传感器在线实时对印花图案色位进行检测控制,借助于控制器及时调整各印花网筒相对于织物印花图案色位位置,从而进一步提高了对花精度。
本系统结构合理,可靠有效,能提高产品质量和工作效率。
1 圆网印花机对花方法的发展
目前,在我国圆网印花机仍是印染行业中使用最广泛的印花设备,其印花年产量占各类印花机印花总产量的60 %以上。
但是,圆网印花机在对花精度上还不是很高,主要受实际生产过程中出现的传动机构零部件磨损、对花齿轮松动,以及织物变形等系列因素影响,不仅降低了印花精度,还使产品的残次品率增加[1 ] 。
传统的圆网印花机对花调整方法是依靠人工在线目测观察、判断来调节的。由于人工观察判别误差大,对花精度低,劳动强度大,且只有当印花导带低速运行时才能进行判别,一旦印花导带在中速以上运行,就很难依靠人工在线目测了,因此常会造成大量的疵布。即用该种方法对花,不仅费时费力,而且还造成浪费,特别是在正常运行后发生的“错花”、“跑花”很难发现,使产品的残次品率增加,生产效率降低[2 ] 。针对传统圆网印花机印花单元运行控制存在的主要技术问题―――对花精度不高,全自动对花控制系统没有实现,缺乏在线质量检测/ 监测的保证等,目前已开发的较先进的织物圆网印花机采用的对花方法是[3 ] :在各印花网筒轴上做上特殊标记,或当织物通过滚辊时在织物上压出检测标记,以对应于印花网筒上的印花图案位置;印花网筒初始定位时人工参与,而运行过程中,则通过电子传感器,对印花网筒轴上或织物上的标记进行在线检测,并将测检信号反馈到印花网筒的电机,控制印花网筒标记位置或印花网筒与织物标记之间的距离,以达到自动控制对花的效果。由于这种圆网印花机仅对印花网筒轴上或织物上的标记进行检测,不是直接对织物上的印花图案色位进行检测,因此当织物在印花导带上出现变形或印花导带与各印花网筒之间运行速度不同步时,依然会产生套色后的印花图案色位不准确的缺陷,还是不能达到高精度控制印花套色的效果[3 ] 。
2 基于机器视觉的圆网印花机自动对花系统设计
2.1 机器视觉系统的组成
(1) 硬件系统的组成 机器视觉硬件系统包括:图像传感器(成都永智科技有限公司的威视系列VC2913D 彩色摄像机) ,图像采集卡和专用计算机。系统的工作过程为,使用CCD 摄像机以一定间隔摄取印花图像,再通过美国NI 公司的图像采集卡PCI21411 将摄像机输出的视频信号转换为数字信号输入计算机中,并显示在计算机的显示器上。
(2) 软件系统的组成 机器视觉软件系统由检测管理软件和数据库系统组成。检测管理软件对印花图像进行图像去噪、边缘检测、特征提取、模板匹配等处理,从整体图像中分出各个单色图案,并确定出各个单色图案之间的相对位置。数据库系统用于存储不同图案的特征参数和各种统计数据。
2.2 系统总设计
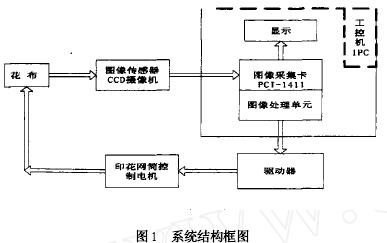
本系统采用成都永智科技有限公司生产的威视系列VC2913D 彩色摄像机作图像传感器,在线以一定间隔摄取印花图像,再通过美国NI 公司的图像采集卡PCI21411 将摄像机输出的视频信号转换为数字信号输入计算机中,并显示在计算机的显示器上。对于输入的图像,经控制器( PC 机或工控机) 里的处理单元进行相关图像处理及模式识别之后,确定出各个单色图案之间的相对位置,并与设定的标准印花图案套色位置进行对比处理,及时将处理后的信号输出,最后通过控制器自动控制、调节各印花网筒相对于织物印花图案色位位置,提高印花精度。
系统结构合理,其框图如图1 所示。
该圆网印花机自动对花系统有两大特点,一是在检测点上有新的创意,采用了直接从印花布面上在线检测花位误差的方法。当存在误差时,系统驱动执行机构校正圆网位置,形成真正的花位闭环反馈控制系统。二是该系统利用计算机控制技术、图像处理技术与软件识别的方法,从初始定位到全程动态对花,实现了智能式检测与控制。
来源: 印染在线 作者:黄朝丽,仇建喜(西安工程大学,陕西西安710048)
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











