-
ЖўЮЌТыШыПкЁѓ
 АВзПAPP
АВзПAPP ЮЂаХКХЃКyinhuashijie
ЮЂаХКХЃКyinhuashijie ЪжЛњАц
ЪжЛњАц ЁЖгЁЛЈЪРНчЁЗдгжО
ЁЖгЁЛЈЪРНчЁЗдгжО ЮЂаХШКНгШыПк
ЮЂаХШКНгШыПк ПЭЗў
ПЭЗў
- АяжњжааФ
АВзПAPPЮЂаХКХЃКyinhuashijieЪжЛњАцЁЖгЁЛЈЪРНчЁЗдгжОЮЂаХШКНгШыПкПЭЗў

ЁОМЏнЭЭјЙлВьЁПЁОв§бдЁПШчЙћФуЯЃЭћдкгЁЛЈЩњВњМгЙЄЙ§ГЬжаБЃГжЪМжеШчвЛЕФИпЦЗжЪВњЦЗЃЌФЧУДФуОЭашвЊдкгЁЧАПЊЪМЪЙгУОпгаИпжиЯжадЕФПЩПижЦЙЄвеСїГЬЃЌдкДЫЮвУЧНЋУїШЗЕиВћЪідкжЦЭјЙ§ГЬжаЕФживЊВНжшМАШчКЮЭЈЙ§бЯИёЕФгЁЧАПижЦРДзюДѓЯоЖШЕФЬсИпЩњВњаЇТЪКЭгЁЛЈОЋЖШЁЃ
НКАцгЁЫЂЙЋЫОКЭЪ§ТыЭМАИЙЉгІЩЬУЧе§дкВЛЖЯЕиЬєеНЫПЭјгЁЛЈаавЕдкгЁЛЈЗФжЏЦЗЪаГЁЕФеМгаТЪЃЌЮЊСЫБЃГжЫПЭјгЁЛЈЙЄвеЕФОКељСІЃЌЫПгЁгЁЛЈЩњВњГЇМвМАЙЉгІЩЬУЧВЛЕУВЛНЋгЁЛЈЩњВњжЪСППижЦЬсИпЕНвЛИіаТЕФИпЖШЁЃдкГЩвТгЁЛЈЗНУцЃЌгЁЛЈЙЉгІЩЬУЧе§дкХЌСІМгЧПДДаТбаЗЂЪЕСІЃЌвђЮЊЖдгкГЩвТПЭЛЇРДЫЕЃЌЫћУЧашвЊВЛЖЯгааТгБЕФЁЂЪБЩаЕФЁЂБфЛЏЖрбљЕФГЩвТгЁЛЈзАЪЮаЇЙћЁЃдкДЋЭГЭМаЭгЁЛЈЪаГЁЩЯЃЌПЭЛЇвЊЧѓИќПьЕФжмзЊЫйЖШМАИќгХЛнЕФМлЧЎЁЃ
дкШчДЫбЯОўЕФОКељЛЗОГжаЃЌгЁЛЈЙЉгІЩЬИќзХжигкОЁПЩФмДѓЕФаЇТЪЬсЩ§МАгааЇЕФПижЦСїГЬжаЕФУПвЛИіВНжшЁЃНЈСЂВЂЪЕааБъзМВйзїГЬађ(МДSOP)ЃЌStandard Operation ProcedureЪЧвЛжжБЛаэЖрЦѓвЕгУРДНјааСїГЬгааЇПижЦЕФЙмРэЗНЗЈЁЃЭЈЙ§SOPЕФНЈСЂМАЪЕЪЉЃЌГЩБОФмЙЛБЛИќзМШЗЕФЙРМЦВЂНЋГЌжЇЧщПіПижЦдкзюЕЭЫЎЦНЁЃдкДяЕНзюЕЭжизіТЪКЭОмЪеТЪЕФЭЌЪБЃЌЪЕЯжСЫРћШѓКЭАДЪБНЛЛѕТЪЕФзюДѓЛЏЁЃ
етЦЊЮФеТМЏжаНВЪіСЫЭЈЙ§НЈСЂSOPЃЌРДгааЇПижЦЭјАцжЦзїЙ§ГЬжаЕФИїЯюПЩБфЛЏВЮЪ§ЕФЮШЖЈадЁЃ
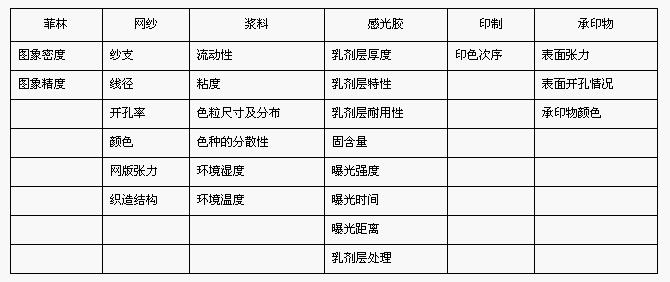
ЖджЦЭјЙ§ГЬжаПЩБфЛЏВЮЪ§ЕФРэНтМАЗжЮі
дкГЩЙІЕиНЈСЂжДаааажЎгааЇЕФSOPжЎЧАЃЌФуБиаыСЫНтећИіСїГЬЕФПЩБфЛЏВЮЪ§(ШчЭМБэвЛЫљЪО)ЁЃИУВйзїСїГЬБиаыФмЙЛЬсЙЉзюМбЕФПЩааадЗНАИРДПижЦетаЉПЩБфЛЏВЮЪ§ЃЌвдЕУЕНзюРэЯыЕФгЁЛЈжЪСПвдМАаЇТЪЁЃЮвУЧНЋЭЈЙ§ЗжЮіСїГЬжаЕФУПвЛИіВНжшМАШЗШЯЫљгаПЩФмЛсгАЯьжЪСПКЭЮШЖЈадЕФвђЫиЃЌзїЮЊНЈСЂПижЦСїГЬЕФПЊЪМЁЃ
БэвЛ: ЭјАцгЁжЦЙ§ГЬжаЕФПЩБфЛЏВЮЪ§
дкЪЙСїГЬБъзМЛЏжЎЧАЃЌФуБиаыСЫНтЪЧЪВУДгАЯьСЫУПвЛИіПЩБфЛЏВЮЪ§ЃЌЪЙЕУећИіЙ§ГЬВЛФмБЃГжЗЧГЃКУЕФСЌајадМАПЩжиЯжадЃЌЕБЫљгаЕФдБЙЄвтЪЖЕНУПИіШЫЕФЙЄзїГЩЙћЖМЛсгАЯьЕНећИіСїГЬЪБЃЌЫћУЧОЭЛсЛ§МЋЕиЭЖШыЕНаТЕФжЪСППижЦМЦЛЎЯюФПжаРДЃЌЫћУЧвВЛсЖдздМКЕФЙЄзїв§вдЮЊКРЃЌетНЋМЋДѓЕигажњгкЬсИпЫћУЧЕФећЬхвтЪЖЁЂЬЌЖШКЭЩњВњСІЁЃ
ДјзХетбљЕФЫМЫїЃЌШУЮвУЧРДПДвЛПДдкЭјАхЕФжЦзїВПЗжЕНЕзгаФФаЉзюживЊЕФПЩБфЛЏЕФВЮЪ§вдМАЫћУЧЪЧШчКЮгАЯьФуЕФгЁЛЈжЪСПЕФЃЌдкетвЛЖЮРяЮвУЧНЋЬжТлШчКЮМрЖНКЭКтСПЃЌетаЉживЊЕФПЩБфЛЏВЮЪ§ЁЃЪЙгУЙЄзїШеМЧРДМЧТМетаЉМьВтНсЙћНЋгажњгкФуЖдећИіСїГЬЕФПЩжиЯжадМАГжајЮШЖЈадНјаагааЇЕФМрЖНЃЌетвВгаРћгкЮЪЬтЕФМАЪБНтОіЁЃ
ЭбжЌ
ЫљгаЕФаТЭјАхдкЭПВМИаЙтНКЛђепеГЬљИаЙтФЄжЎЧАБиаыНјааЭбжЌДІРэЃЌШэФсСњУЋЫЂгУРДАбЭбжЌМСОљдШЕФЫЂдкЭјЩДЕФБэУцЁЃетИідіМгЕФВНжшгажњгкЭјАхЕФЧхНрЁЃЭЌЪБУЋЫЂдкЧхРэЭјЩДЪБЛсБШЯДЕгЕъКЭФЈВМИќШнвзЪЪЖШЕФВйзїКЭБЃНрЃЌЪЙгУХЈЫѕЕФЭбжЌМСгаРћгкГЩБОЕФПижЦКЭНЕЕзЁЃ
вЊзЂвтдкЪЙгУИпбЙЧхЯДЭЗГхЯДЭјАцЕФЭЌЪБвЊБмУтЧхЯДВлЩЯУцЕФвЛаЉЛЏбЇЦЗЗЩНІЛиЭјЩДЩЯЁЃШчЙћЭјАцЗЕАзЪЧвЛИіЮЪЬтЃЌФЧУДФуПЩвдПМТЧЪЙгУдкСїСПЕФЕЭбЙСІЕФЫЎСїРДЧхЯДКѓзљСІЁЃЮЊСЫЗРжЙЭбжЌЛђЦфЫќЕФЛЏбЇЦЗВаСєдкЭјПђЩЯЛђвХСєдкЭјПђЕФПеВлФкЃЌФуашвЊЖдЭјПђНјааШЋУцЕФЧхЯДВЂЧвзЂвтВЛвЊдквдЧхНрЭјЩДЕФКцИЩЙ§ГЬжагаШЮКЮЛЏбЇЦЗЕЮЕНЭјЩДЕФБэУцЁЃЮЊСЫМѕЩйЮлШОЮЪЬтЃЌзюКУЖдЧхЯДВлНјааУПШеЕФЧхНрЃЌВЂЧвУПШ§жССљИідТНјаавЛДЮЧхЯДЙЄзїЁЃИќКУЕФЗНЗЈЪЧНЋЭбжЌгУЕФЧхЯДВлгыгУгкЧхЯДЛиЪеЭјАцЕФГхЯДВлЗжПЊЁЃ
ОЙ§ЭбжЌКѓЭјАц(ЬиБ№ЪЧЪЊЕФЭјАц)ВЛПЩвдЗХдкгаГОЕФЕиЗНЛђепЪЧЗХдкВЛИЩОЛЕФЗчЩШЧАУцЃЌЗёдђЮлШОЮЪЬтЛсИќМгбЯжиЁЃЮвУЧПЩвдЭЈЙ§ЪЙгУЮќЫЎЛњдкГхЧхИЩОЛКѓАбЭјАцЕФЫЎЗнСЂПЬЮќзпЃЌВСИЩЭјПђАбЭјАцжУгкИЩОЛЕФЛЗОГжБЕНЭјАцЭъШЋИЩдяЃЌетжжИЩдяЭјАцЕФЗНЗЈЃЌЫйЖШПьЃЌЮлШОЩйЁЃ
МьВщ
гЩЛиЪеВПУХЧхЯДЙ§ЕФЭјАцЃЌдкЪЙгУжЎЧАБиаыОЙ§ВщбщЃЌШЗШЯЪЧЗёЭјЩДБэУцгаЮлзеЃЌЭјАцеХСІЪЧЗёе§ГЃЃЌвдМАЪЧЗёвбзМШЗЕиБъЪОГіЭјЩДжЇЪ§ЁЃеХСІБэКЭЕуЩДЦїЖМЪЧГЃгУЕФМьВтвЧЦїЁЃзЂвтдкећИіМьВтЙ§ГЬжаБЃГжЭјЩДЕФНрОЛЃЌБмУтжиИДеДЮлЃЌВЛвЊЪжжИДЅУўЭјЩДЃЌвдУтдкЭПВМИаЙтНКЕФЙ§ГЬжаВњЩњЗЕАзЮЪЬтЁЃ
дкЭПВМЧАКѓЖМПЩвдЪЙгУДјгаЛЦЩЋЕЦЙтЕФЕЦЯфЖдЭјАцНјааМьбщЁЃСэЭтЃЌвЛЗнМђЕЅЕФКЫЖдБэвВПЩгааЇЕФМьбщЭјАцЁЃЛвГОЁЂВМУЋКЭУЋЗЂвдМАЦфЫќЕФЮЂаЁЫщаМЖМЛсв§Ц№еыПзЮЪЬтВЂПЩФмдьГЩИаЙтНКЭбТфЕШЮЪЬтЁЃ
ЭПВуДІРэ
дквбЭПВМИаЙтНКЕФЭјАцЦиЙтЧАБиаыОЙ§ГфЗжЕФИЩдяЃЌЗёдђЗЕАзЮЪЬтЛсГіЯждкЦиЙтКѓЕФЭПВуФкЃЌОЙ§ЭбжЌКѓЕФЭјАцИЩдяКѓБиаыдкзюЖЬЪБМфФкЭПВМИаЙтНКвдБмУтЖдЭјЩДдьГЩЮлШОЁЃ
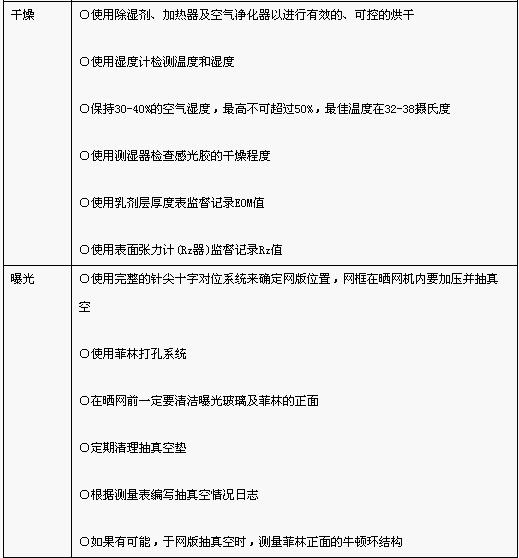
ЭПВМИаЙтНКжЎКѓЭјАцБиаыБЃДцдкИЩдяЕФЛЗОГжаЃЌЪЊЖШБЃГждк30-40%жЎМфЪЧзюРэЯыЕФЃЌе§ГЃРДЫЕЪЊЖШВЛПЩвдГЌЙ§50%ЁЃШчЙћгаЙ§ЖрЕФЫЎЗжВаСєдкИаЙтЭПВуФкЃЌМДБуЫќУўЩЯШЅЪЧИЩдяЕФЃЌвВЛсдьГЩВЛФмГфЗжЕФИаЙтвдМАВЛЭъШЋЕФНЛСЊ(ИаЙтЙЬЛЏ)ЁЃШчЙћвЛЕЉетжжЧщПіЗЂЩњЃЌФЧУДЫќНЋдьГЩвдЯТЕФЮЪЬтЗЂЩњ:
Ё№дкгЁжЦЙ§ГЬжаЕФеыПзЮЪЬтЃЛ
Ё№ИаЙтФЄЕФЭбТфЃЛ
Ё№ФбвдЛиЪеЃЌЧхЯДЃЛ
Ё№дкЛиЪеЙ§ГЬжаНЋГіЯжЙэгАЮЪЬтЁЃ
ЪЙгУЪЊЖШМЦПЩвдРДВтСПЛЗОГЕФЪЊЖШЃЌдкБЃДцвбЭПВМИаЙтНКЭјАцЕФИЩдяЛЗОГжаПЩвдгУЪЊЖШМЦРДМьВтЪЧЗёгавьГЃЁЃМЧТМЯрЙиаХЯЂВЂгУРДШЗШЯЪЊЖШЫљДјРДЕФЮЪЬтЁЃвЛАуРДЫЕЮвУЧЛсЪЙгУГ§ЪЊМЦЁЂГщЪЊЛњЁЂМгШШЦїЛђПеЕїРДБЃГжЗПМфЕФИЩдяЃЌЕЋЮвУЧШдБиаывЊБЃжЄИаЙтНКдкЪЙгУЧАЕФГфЗжИЩдяЃЌЪЊЖШвЧПЩвдгУРДАяжњМьВтЭјАцдкЦиЙтЧАЪЧЗёвбГфЗжИЩдяЁЃ
ЭПВМСЫИаЙтНКЕФЭјАцдкИЩдяКѓЦиЙтЧАШдШЛМЋвзЗЂЩњЫЎКЯзїгУЃЌШчЙћАбОЙ§е§ГЃЕФЭПВуМАИЩдяЕФЭјАцЗХжУЛђжќДцдкЪЊЖШНЯДѓЕФЛЗОГжаЃЌИаЙтНКНЋЛсЮќЪеЫЎЗжвджТгкВЛФмГфЗжЦиЙтЁЃЮвУЧЮёБивЊШЗБЃдкЦиЙтЧААќРЈЦиЙтЙ§ГЬжаЭјАцДІгкГфЗжЕФИЩдязДЬЌЁЃвђЮЊЃЌжЛгадкЦиЙтжЎКѓЭјАцВХОпгаПЙЫЎФмСІЁЃОЙ§ЯДЕгКѓНЋЭјАцдйДЮИЩдяЃЌЮвУЧЭЈГЃЪЙгУжиЕЊИаЙтНК(ЫЋзщЗн)МАSBQИаЙтНК(ЕЅзщЗн)ЁЃШчЙћЪЙгУжБНгжиЕЊУєЛЏИаЙтНКЃЌдкЭъГЩЭјАцЕФжЦзїКѓИаЙтФЄВувВКмШнвзЪмЕНЫЎЗжЕФгАЯьЗЂЩњЫЎКЯЗДгІЁЃ
ИаЙтНКЕФЭПВМ
ШщМСВуКёЖШЛђИаЙтНКЕФЭПВМ(EOM)ЃЌЪЧвЛЯюЗЧГЃживЊЕФПЩБфЛЏВЮЪ§вдПижЦЃЌШчЭМвЛЁЃ

ЮЊШЗБЃШщМСВуБэУцЕФЦНЛЌГЬЖШвдБудкГагЁЮяЩЯГЪЯже§ШЗЕФгЁжЦаЇЙћЃЌдкГагЁЮяУцЕФШщМСВуКёЖШEOMгУгкГЩвТгЁЛЈМАЕЭОЋЖШЭМАИЪБДѓдМЮЊЭјЩДКёЖШЕФ20%ЃЌЖјгУгкОЋЯИЭМАИЁЂЩЋЕїгЁЛЈМАUVгЁЛЈЪБЮЊЭјЩДКёЖШЕФ10%МДПЩЁЃ
ШчЙћШщМСВуЯрЖдгкЭјЩДКёЖШЬЋБЁФЧУДЛсЗЂЩњвдЯТЕФгЁЛЈЮЪЬт:
Ё№дкЙЮЕЖгЁжЦЙ§ГЬжаЭбНКЃЛ
Ё№дкЭјЕуВПЗжЕуЪ§діЖрЃЛ
Ё№дкЪЕЩЋВПЗжЕуЪ§МѕЩйЃЛ
Ё№ЖргрдкгЭФЋЖбНсдкЭјАцЕФЗДУцЃЛ
Ё№ВЈРЫЮЦЃЛ
Ё№ЙЗбРЁЃ
ШчЙћЪЙгУеыЖдгкНЯКёИаЙтВуЩдГЄЕФЦиЙтЪБМфЃЌНЋЛсЪЙОЋЯИЕФЭМАИБфЕУФЃК§ВЛЧхЁЃ
ШчЙћШщМСВуКёЖШЯрЖдгкЭјЩДКёЖШРДЫЕЬЋКёЃЌФЧУДСэЭтвЛаЉЮЪЬтвВЛсГіЯж:
Ё№КцИЩРЇФбЃЛ
Ё№ЯТгЭРЇФбЃЌЛђЯТгЭЬЋЖрЃЛ
Ё№ЕуЪ§МѕЩйЛђдіЖрНЋЪЧЧБдкЕФЮЪЬтЁЃ
ШчЙћЪЙгУеыЖдгкНЯБЁИаЙтВуЩдЖЬЕФЦиЙтЪБМфЃЌНЋЛсдьГЩеыПзМАРЏВуЕФЙ§дчЭбТфЁЃ
ЖдгкВЛАќРЈзЯЭтгЭФЋЕФЦеЭЈгЁЛЈРраЭЃЌОЋЯИЯпЬѕЃЌЛђЩЋЕїгЁЛЈПЩвдгУ20%ЕФEOMТЪЁЃетЪЙШщМСВуФмдкЭјЩДМфГфЗжЕФМмЧХВЂЬсЙЉвЛИіЗЧГЃКУЕФЛљДЁЁЃИљОнбЁгУЕФгЁЛЈРраЭМАМАЭјЩДКёЖШЃЌЪЕМЪЕФИаЙтНККёЖШдкЭјЩДУцвдЩЯЮЊ12ЕН40ЮЂУзЁЃБШШчЫЕЃЌШчЙћЪЙгУ43T/CMЭјЩД80ЮЂУзДжЩДОЖдк116ЮЂУзКѓЕФВМСЯЩЯЃЌИаЙтНКЕФКёЖШДѓдМЮЊ23ЮЂУзНЯЮЊКЯЪЪЃЌШчЙћЪЙгУ90T/CMЭјЩД40ЮЂУзЩДОЖдк58ЮЂУзЕФВМСЯЩЯЃЌИаЙтНКЕФКёЖШДѓдМЮЊ12ЮЂУзЪЧБШНЯКЯЪЪЕФЁЃ
ЫцзХВЛЖЯдіГЄЕФГЩвТЬиЪтгЁЛЈвЊЧѓЃЌВЛЭЌЕФШщМСВуКёЖШЬсЙЉСЫаэЖрЬиБ№ЕФаЇЙћЃЌЮвУЧБиаыНјааЧхЮњЭъећЕФМЧТМКЭЦРЙРЃЌвдБЃжЄДяЕНПЩжиЯжадвЊЧѓЃЌБШШчЫЕЃЌКёАцгЁЛЈМЋДѓЕиЙФЮшСЫгЁЛЈЙЉгІЩЬМАПЭЛЇЕФШШЧщЃЌЖдгкЩњВњКёАцгЁЛЈЕФГЇМвРДЫЕЃЌЪЙгУЖрКёЕФШщМСВуВХФмДяЕНзюМбЕФгЁжЦаЇЙћГЩЮЊСЫЙизЂЕФНЙЕуЁЃгааЉЗЧГЃЦЏССЕФСЂЬхаЇЙћашвЊгУ200ЮЂУзЕФКёАцВХПЩвдзіГіРДЃЌЕЋМЧзЁЬЋКёЕФКёАцЛсЪЙгЁЛЈБпдЕФЃК§ЃЌвВВЛШнвзгЁжЦОЋЯИЕФЛЈаЭЁЃ10%ЕФEOMБШТЪЪЪгУгкОЋЯИЯпЬѕЃЌЩЋЕїгЁЛЈЁЂВЪЩЋЬзгЁвдМАUVгЭФЋгЁЛЈЁЃетвЛРргЁЛЈашвЊгУИпжЇЪ§ЕФЭјЩДВЂЧвВЛашвЊЬЋКёЕФШщМСВуЃЌвђЮЊИпУмЭјЩДЕФБэУцвЊБШДжжЏЭјЩДЕФБэУцЦНЛЌЃЌСэЭтЃЌБЁЭјвВГЃгУгкОЋЯИаЇЙћЕФгЁЛЈЁЃ
вРОнЭјЩДЕФКёЖШЃЌЪЕМЪШщМСВуИпгкЭјЩДУцЕФКёЖШПЩПМТЧЪЙгУ4ЕН15ЮЂУзжЎМфЃЌБШШчЫЕЃЌЪЙгУ34ЮЂУзЯпОЖЕФ150T/CMЭјЩДдк48ЮЂУзЕФВМСЯБэУцЃЌИаЙтНКШщМСВуКёЖШПЩЩшЖЈдк5ЮЂУзЃЌШчЙћЪЧ40ЮЂУзЯпОЖЕФ100T/CMЭјЩДгЁжЦдк58ЮЂУзКёВМСЯБэУцЃЌдђаыЪЙгУ6ЮЂУзЕФРЏВуКёЖШЁЃЕБзЯЭтгЭФЋгУгкгЁжЦВЪЩЋЬзгЁЪБЃЌEOM(ЭјЩДвдЩЯВПЗжИаЙтНККёЖШ)дк2ЕН4ЮЂУзЕФЩдБЁШщМСВуНЋгаРћгкМѕЩйЖбгЭКЭЬјЕЖЮЪЬтЃЌШЛЖјЃЌИаЙтНКВудНБЁЃЌЭјАцЕФФЭгУадНЋдНВюЃЌДгЖјЕМжТЯШЧАЬсЕНЕФгЁжЦЮЪЬтЁЃЮЊСЫдкЪЙгУБЁШщМСВу(EOM)ЪББЃГжНЯКУЕФФЭгЁадЃЌЭЦМіЪЙгУЯИЩДОЖЕФЭјЩДвдМАБЁЕФЗЦСжФЄЖјЬцДњжБНгИаЙтЗЈЁЃ
БШШчЫЕЃЌдкЪЙгУ150T/CMЕФЭјЩДЪБЃЌНЋ34ЮЂУзЯпОЖЕФЭјЩДгУ31ЮЂУзЯпОЖЕФЭјЩДЬцДњЃЌЛђепЪЧЪЙгУ27ЮЂУзЯпОЖЕФ180T/CMЭјЩДЁЃЭјЩДЯпОЖдНЯИБэУцЛсдНЦНЛЌЁЃЗЦСжФЄдкЙЬЛЏКѓНЋЛсБШИаЙтНКЦиЙтКѓИќМгМсЙЬЁЂЦНЛЌЃЌВЂЧвдкЙЬЛЏКѓЭбЫЎЪеЫѕ50%ЁЃФЄВуКёЖШВтСПБэЪЧгУРДМрПиЃЌМЧТММАПижЦФЄВуКёЖШЕФБивЊвЧЦїЁЃБиаыЖЈЦкЕиВтСПВЂЪеМЏЪ§ОнЃЌНЈСЂВтСПШежОвдзіВЮПМжЎгУЁЃ
RzжЕ
RzжЕЪЧжИШщМСВуБэУцДжВкГЬЖШЃЌЪЧгУвЛжжНазіБэУцЧњЯпЙтЖШМЦЛђRzМЦ(ШчЭМЖў)ЕФЙЄОпвдЮЂУзЮЊЕЅЮЛВтСПЖјЕУЕФЪ§ОнЁЃ
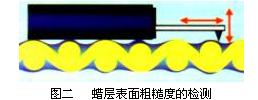
БэУцЙтЖШвЧЪЧгУРДВтСПРЏВуБэУцДжВкЖШЕФвЧЦїЃЌЫќФмЬНВтГіБэУцзюИпЕугызюЕЭЕуМфЕФВюОрЃЌВЂМЦЫуГівЛИіЦНОљRzжЕЁЃетвЛЪ§жЕдНЕЭЃЌЫЕУїРЏВуБэУцдНЦНЛЌЁЃ
етжжБэУцЧњЯпЙтЖШМЦгУРДВтСПШЮКЮжИЖЈЮяЬхЕФЭтаЭТжРЊЃЌетжжВтСПЗНЗЈЪЧШЁ5ДЮЖСЪ§ВЂЧвЯдЪОГізюИпЕугызюЕЭЕужЎМфЕФЦНОљжЕЁЃ
RzжЕЮЊ15ЮЂУзвтЮЖзХНщгкБэУцзюИпЕугызюЕЭЕужЎМфЕФЦЋВюЮЊ15ЮЂУзЃЌЭјЩДЩДЯпМфНЛВцЮЛЕФНкЕуДњБэСЫзюИпЕуЃЌЖјИаЙтНКЩјШыЭјЩДЕФжааФДњБэСЫзюЕЭЕуЁЃзїЮЊгЁЛЈЙЉгІЩЬЃЌЮвУЧзюЙиаФЕФЪЧЭјАцЕФгЭФЋУцЪЧЗёзуЙЛЦНЛЌВЂФмЙЛКмЦНЮШбЯУмЕиИВИЧдкГагЁЮяБэУцЁЃШчЙћзіВЛЕНетвЛЕуЃЌгЭФЋНЋдкРЏВуЕФДжВкУцвчГідьГЩЭјЕудіДѓЁЂЩЋЧЈЁЂЩјЩЋЁЂЭјАцгЭФЋУцЕФгЭВуЖбЛ§ЃЌвдМАЛЈБпЮЪЬтЁЃ
дквбгЁжЦСЫДђЕзгЭФЋЕФгЁЛЈЩЯИЧУцЃЌвЊБШжБНгдкTаєЩЯгЁЛЈЖдгкRzжЕживЊадЕФвЊЧѓвЊИпЃЌTаєгаЮќЪеСІЃЌПЩЪЧДђЕзгЭФЋШДУЛгаЁЃШчЙћГагЁЮяУЛгаЮќЪеСІЃЌФЧУДRzжЕЦ№ЕНИќМгживЊЕФзїгУЃЌвђЮЊдкетжжЧщПіЯТЃЌгЭФЋеДЮлКЭЛЈБпЕФЛњЛсНЋДѓДѓдіМгЁЃЕЋдкгаЮќЪеСІЕФГагЁЮяЩЯЃЌгЁЛЈНЌЖргрЕФВПЗжНЋБЛГагЁЮяЮќЪеЁЃдкЪЙгУвКЬхжБНгИаЙтЗЈжЦЭјЪБЃЌЮвУЧашвЊИќМгзаЯИЕиЙлВьзЂвтRzжЕЃЌвђЮЊИаЙтНКдкИЩдяКѓЕФЫѕТЪНЋДяЕН50-70%ЃЌгУИаЙтНКжЦГЩЕФЭјАцБэУцБШНЯДжВкЃЌЮЊСЫгажњгкБэУцЦНЛЌЃЌгЁЛЈЙЉгІЩЬЭЈГЃЪЙгУЭъГЩКѓдйЭПВуЕФЗНЗЈГЦЮЊЁАБэУцЭПВуЁБЁЃ
БэУцЭПВуЪЧдкзюГѕЕФЕзВуИаЙтНКЭПВМВЂИЩдяКѓЃЌгУвЛИігаШёРћБпдЕЕФЦїВлдкЭјАцЕФГагЁУцНјааБэУцДІРэЕФЙ§ГЬЃЌетИіШёБпЭПВуВлПЩвдАяжњПижЦРЏВуЕФОљдШадМАКёЖШЃЌОЭЯёЪжЪѕЕЖвЛбљЃЌетИіВлПЩвдНЋЭјЩДНкЕуЖргрЕФИаЙтНКЙЮГ§ЃЌВЂЖдРЏВуЕФЕЭЭнДІНјааЬюВЙЃЌРДЛижиИДШ§ДЮБэУцЭПВуЃЌВЂдкУПвЛДЮжЎМфВЛМгКцИЩЃЌРлЛ§діМгЭПВуКёЖШДѓдМдк1ЮЂУзЃЌЕЋШДПЩвдИФЩЦ30%ЕФRzжЕЃЌвђЮЊЁАБэУцЭПВуЁБжЛЪЧдкдРДИаЙтНКШщМСВуЩЯНјааЕФКмБЁЕФСэЭтЭПВуЃЌЫљвдИЩдяЪБМфЬиБ№ЖЬЁЃ
змЕиРДЫЕЃЌЮвУЧЙцЖЈГагЁЮяБэУцЕФRzжЕгыИаЙтНКШщМСВуЕФRzжЕЯрМгВЛФмДѓгк15ЮЂУзЃЌИаЙтНКШщМСВуЕФRzжЕдНЕЭЃЌгЁжЦжЪСПНЋЛсдНКУЁЃ
ЪЙЭјЗПЙЄзїЪмПи
ЭЈЙ§ЖдвдЩЯИїжжПЩБфЛЏВЮЪ§ЕФЗжЮіКЭВћЪіЃЌЯраХФуЖджЦЭјОЋЖШКЭаЇТЪМАзюжегЁЛЈВњЦЗжЪСПЕФгАЯьгаСЫНјвЛВНЕФСЫНтЁЃЭЈЙ§еЦЮеетаЉВЮЪ§ЕФжЪСППижЦЗНЗЈЃЌФуОЭПЩвдЖдетаЉПЩБфЛЏВЮЪ§ЪЕааБъзМЛЏЙмРэЃЌДгЖјЪЙУПвЛДЮжЦГіЕФЭјАцЭъШЋЗћКЯвЊЧѓЁЃ
ЭјАцжЦзїSOP(БъзМВйзїСїГЬ)
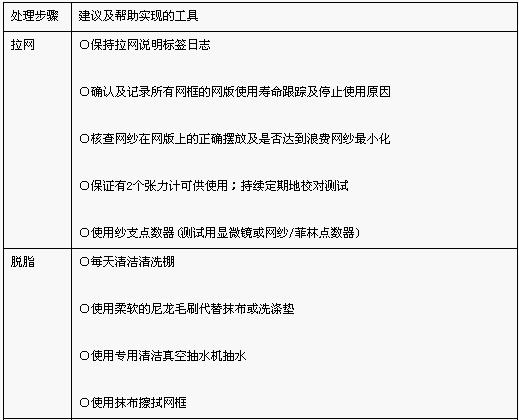
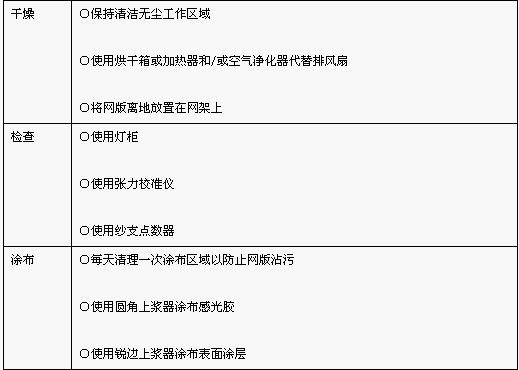
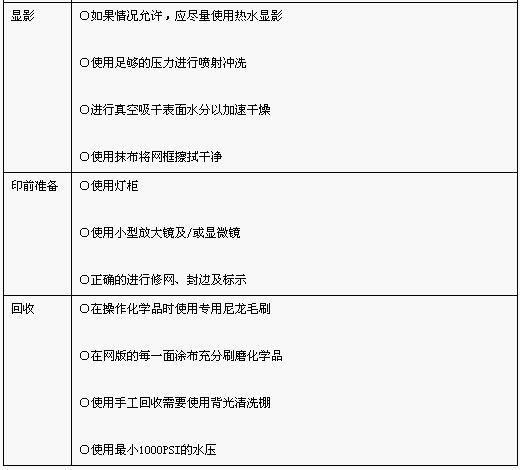
ЬсЪО: дкЧПЕїSOPживЊадЕФЭЌЪБЃЌашвЊЖддквдЩЯ10ИіВНжшжаЕФУПвЛИіВНжшНјааЧхГўЁЂМђвЊЕФСїГЬЭМНтЫЕУїЃЌвдБмУтдкжДааЙ§ГЬжаЕФЪЇЮѓЁЃСїГЬЭМНтЖдгкХрбЕаТдБЙЄгазХИќЮЊживЊЕФзїгУЁЃ
ЮФЃКArtrendвеПЕМЏЭХ ЦНгТ
ИУЮФеТднЪБУЛгаЦРТлЃЁ
зюаТММЪѕЮФеТ
ЕуЛїХХаа
 ЁЂ
МЏнЭгЁЛЈММЪѕНЛСї2ШКЁЂ
МЏнЭгЁЛЈеаЦИ/ЧѓжА2ШК
ЁЂ
МЏнЭгЁЛЈММЪѕНЛСї2ШКЁЂ
МЏнЭгЁЛЈеаЦИ/ЧѓжА2ШК











