

【集萃网观察】前言[1]
纺织品数码喷墨印花(以下简称数码印花)的起源,可追溯至1975年Milliken-Millitron地毯印花机的诞生。之后,数码印花技术在纸张和薄膜上取得了巨大的成功,从而启发人们在纺织品印花上的推广应用。1991年德国汉诺威ITMA上展出了荷兰Stork公司的织物数码印花机及其印花织物样品;1995年意大利米兰ITMA上展出了活性染料墨水,以及生产能力为4.6m2/h、分辨率为360-72Odpi的宽幅数码印花机,从此揭开了欧洲试用数码印花机的序幕。同时,日本Seiren公司应用自制的200多台Viscotecs数码印花机,实现了数码印花织物产业化,这是织物数码印花迈出具有决定性意义的第一步。
其间,数码印花的喷墨方式,由连续喷墨发展成按需滴液,并相应开发热泡法和微压电法两种技术,其中微压电技术日趋主导地位。具有升降功能的导带式数码印花机成为主流机型,同时,配套的数码印花织物前、后处理设备也相继问世,为织物数码印花的发展奠定了基础。
近两年来,数码印花技术又有较大发展,作者在两年前发表的文章的基础上[1],进一步阐述该技术的新进展和应用前景。
1 数码印花的特征及其产品的用途
数码印花所用色料(即墨水)的原理与传统印花相同,只是数码印花染料的载体是水,而传统印花的载体为浆料;施加方式数码印花为非接触式,而传统印花为接触式。数码印花有如下特征:
(1)生产过程灵活
①来样图像可在计算机上任意修改,客户满意即可出样;图像单元(俗称位头或循环单元)不受限制;
②毋需制网、配色和调浆,简化生产准备,缩短加工周期。
(2)重现性好、精度高
①数码印花的全部技术数据储存在计算机中,可保证大小样和以后各批生产的印花效果一致;
②印制产品的图像精度(对花精度之<0.1m/m=接近仿真效果;
③用CMYK四种基本色或再加上2-4种专用色,可表达1670万种(理论上)颜色。
(3)适应小批量和快交货的市场竞销机制;
(4)符合清洁生产要求,生产过程中无残浆排放、噪音较小<60dB;
(5)可以进行远程定货,纳入供应链网络。
数码印花织物的用途,可概括如下[2]:
(1)时尚服装,妇女、绅士和儿童的服饰用品(如丝巾、围巾、领带等);
(2)运动服和泳装;
(3)家用纺织品,如窗帘、床单、毛巾、桌布和家具用布;
(4)汽车和交通工具的厢舱内装饰物;
(5)旗帜和横幅;
(6)建筑用纺织品;
(7)T恤衫和特种纺织品;
(8)壁面装饰(Trans-dermal dosin)
2 数码印花技术的新进展
在2003年英国伯明翰的ITMA展览会上,向人们展示的数码印花,已显现出从打样向规模生产方向发展的趋势。例如,由意大利Reggiani公司和汽巴精化及喷头制造商(Scitex Vision,Aprion)展出其合作开发的DreAM数码印花机,该机生产速度可高达15Om2/h(35kHz);有热风烘干和导带洗涤装置[3]。DuPont Ink Jet和日本东伸工业联合开发的Aristri2020(或lchinose2020),加工幅宽1.8m,进布由粘合导带传送,最高生产速度可达5Om2/h。
数码印花技术的进展主要为:
2・1 前、后处理配套设备[4]
织物数码印花只是整个印花布生产过程中的一部分,还需有相适应的织物前处理和后处理设备配套才能完成。拉幅作为数码印花织物的前处理,需施加必要的化学品,并烘干成卷。国外推荐的数码印花前处理设备之一 PreCoat-X,如图1所示。
数码印花织物的后处理,主要是固色/蒸化、水洗、烘干和成卷,国外推荐的两种设备有Steam-X和Infintex。Steam-X如图2所示。
图1 PreCoat-X 图2 Steam-X汽蒸固色单元
Steam-X可以与数码印花机联接,缩短工艺,印花后直接进行固色。Steam-X可与任何种类的数码印花机联接,尽管两者速度不同,均可调成同步运行。Steam-X也可作为独立单元,同时为几台数码印花机的织物进行固色。
Steam-X的处理温度可高达180℃,适用于酸性、活性和分散染料墨水的固色。
Steam-X各有织物喂入数码印花机机构,通过蒸化固色后,导出织物自动上卷成一连续系统。
Steam-X各有在线控制蒸化条件,如温度、湿度和蒸化时间的软件。
Infintex全能后处理机如图3所示。
图3 Infintex全能后处理机
Infintex可进行固色/蒸化、水洗、整理、烘干、卷对卷;可作为独立的织物整理单元;可加工22Ocm幅宽织物;运行速度可达90m/h;传统印花和数码印花均适用。
鉴于数码印花织物每卷长达l00m或以上,可分别进行固色处理和洗涤。在此设备上不仅可以固色或蒸化、水洗、烘干和上卷,而且可根据市场需要进行柔软、加白或阻燃处理。
2.2 数码印花机[2,5-10]
近两年来,投放市场的一些著名的数码印花机,可概括如表1所示。
表l 近期投放市场的著名数码印花机


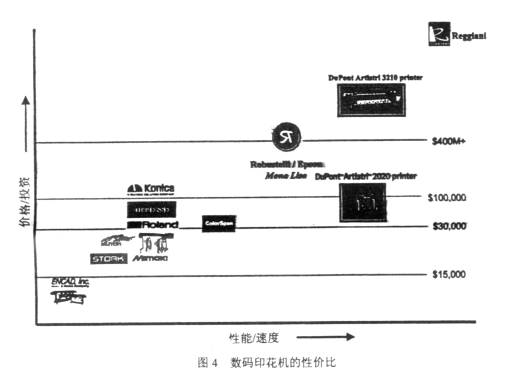
除了上述代表性数码印花机外,尚有Colorspan Display Maker Fabrijet Ⅻ等,有人对近期市场出现的一些织物数码印花机的性能价格比作了分析,结果如图4所示。
针对数码喷墨印花技术生产速率低、不利于推广应用,美国和日本曾开发了数码静电印花技术。数码喷墨印花织物的成像是藉机械力(不论热泡式和微压电式)将墨滴喷射到织物上形成的;数码静电印花织物的成像则是藉光导体 (通常为硒等)圆筒表面显像(manifest image),并藉静电力转移到织物上形成的,其成像速度快,生产率高。根据2003年5月日本京都染色研究会介绍:四色数码静电印花样机的生产率达5-15m/min。由于数码静电印花技术尚属开创阶段,其成熟程度暂时无法与数码喷墨印花相比,但它具有如下几个明显的优点,生产速率高10-50倍;着色料成本低、印深色较好;图像精细度和均匀性较佳;运转率和次品率与数码喷墨印花相同。
2・3 墨水方面的进展[5,6]
DuPont Ink Jet公司开发的用于Artistri印花机的墨水Fabric Fast。这是一种水性涂料墨水。据称,在未经前处理的织物上应用,烘干后牢度也全部合格。
Fabric墨水是在 Trident工作的墨水专家和北加州大学研究人员共同开发的,用爱普生喷头印花可产生各种颜色。它也可用于Mimaki,Roland,Mutoh及Stork等数码印花机。可用的织物有棉、涤棉混纺、尼龙、粘胶和丝绸织物,只需15O℃热处理2.5min即可。
据介绍,Fabric Fast墨水给予纺织品生产一种简易而经济的织物印花快速生产方法,而且工艺流程短。这是一种水性涂料墨水,无需象染料墨水那样耗用大量蒸汽进行固色。Fabric Fast墨水具有染料型墨水的手感,日晒牢度很高,又能满足消费者要求的各种颜色。
此外,由John Provost等人和BASF公司Juergen Weiser推荐一种新涂料墨水。即在涂料墨水中不加粘合剂,而加入一种新开发的多功能聚合物作分散剂。这种涂料墨水称谓Helizarin EVO P-100,它与传统的涂料筛网印花具有相同印制效果,附着力良好。由于Helizarin EVO P-l00不加粘合剂,具有低粘度特性,故印花色强度高,鲜艳度好,清晰度高,摩擦和水洗牢度良好。
2003年ITMA展览会上首次亮相的Helizarin EVO P-l00墨水,只有CMYKK四种基本色,现已扩充到八种颜色 (增加了金黄、红、深蓝和灰),据称,已在数码印花的涂料墨水中占有一席之地。其成功应用与织物预处理新方法有关。经新方法预处理后,不仅提高了清晰度、给色量和鲜艳度,同时扩大了纤维品种,如棉、粘胶、聚酯及其混纺和聚酰胺等纤维。
3 数码印花产业的近况
目前,欧洲数码印花机的应用现状是,数码印花产品己从打样、裁片、领带、丝巾或旅游品等零星小商品生产,明显地向工厂打样的方向转变。据报道,目前欧洲印花业已有90%以上企业采用数码印花打样,实现了快速反应生产,降低了打样成本,并可提供制作样衣的码料,效果很好。在2004年10月上海国际纺织面料及辅料展览会上,欧美客商展示的印花样布中约有70%以上属数码印花打样,佐证了欧洲数码印花市场的变化。这与欧洲以纺织产品设计为中心有关,设计师能对数码印花的打样即时认可,或提出修改意见,这在客观上促进了数码印花较快步入打样阶段。
目前,欧洲己有数码印花工厂约20-30家,各有5-20台数码印花机不等,分布于意大利、西班牙、葡萄牙、波兰、英国和法国等国家。其中以意大利和西班牙较为集中,形成了产业群。欧洲的数码印花机的生产率以14m2/h 的8色机为主,总量在300-500台。生产批量为300-500码的订单,产品系高端品牌的服装面料,加工费约为40欧元/m2。
最近,又获悉意大利和加拿大的丝绸工厂对2003年ITMA展出的新颖数码印花机,表现出浓厚的兴趣,纷纷引进。据称,DuPont Artistri2020数码印花机己售出70台,Reggiani
的DreAM数码印花机已售出12台,Robustelli的Monna Lisa数码印花机在意大利已售出10多台,显示出欧洲数码印花市场的强劲增长。这预示了欧洲数码印花正在蓄势待发攀登新高地。
近年来,国内一些工厂企业先后也增添了数码印花机,总数将近100台,如宏华的A’tex1300/1800导带式数码喷墨印花机,开源的数码喷绘印染机,金昌喷墨印花机和罗兰超
级飞人网络喷绘机等。它们属微压电式喷头的4色(CMYK)设备,主要分布在深圳、番禹、无锡和北京等地,生产产品有领带、丝巾、旅游品、打样或小批量产品,尚未形成主导产品。我国染整企业以加工制造为主,承接的是二手或三手订单,大订单的客户很难做到即时确认,给数码印花打样的推广应用增加困难。
人们对数码印花用于印花打样,在认识上也有两大误区。一是认为大生产做不到数码印花打样的效果;二是误认数码印花打样任何颜色都做得出。其实,影响数码印花打样确认的因素很多。从技术上分析,由于染料品种和数量不同,使大小样颜色产生差异;客户来样有纸样、电子文档或布样,以及客户是否有即时确认权,这些都是数码印花打样的障碍。为此,数码印花应用于打样时,必须对图像的"形"与"色"作适当处理,要求数码印花的RIP软件不断升级,需颜色模式多样、输出方式多样、有不同密度曲线和ICC文件和喷墨质量控制参数丰富等技术条件支撑。即能事先考虑大生产时可能产生的许多现象,针对大生产的分色图,采取一些处理手段,模拟大生产的效果;利用一套完整的数码印花色卡,建立不同的喷墨方式,并需要在不同材质上、不同环境条件下的密度曲线和ICC文件。同时,要建立规范的工作模式,才能有利于数码印花打样。
数码印花生产基本流程为:客户来样→数码印花出模拟大生产效果样→客户确认下单→以数码印花样为基础出大生产样→客户封样→大生产
如果说欧洲数码印花的昨天是我国的明天,我国的企业进入全球供应链,将加快数码印花技术的应用步伐。另外,降低数码印花打样的成本仍是企业关注的热点之一。
近闻,2005年以来由于受欧洲数码印花市场强劲的影响,东南亚和我国的数码印花机的需求量已出现了增长趋势。杭州宏华数码科技公司库存的10多台导带式数码印花机一销而空,一度出现缺货,宏华数码科技公司正加紧生产,以满足市场需求。国内自春节至3月中旬期间,宏华数码科技公司在国内就售出导带式数码印花机8台,应可视作数码印花在国内应用出现升温的信号。我国印花布的年产量约为50-60亿米左右,为数码印花技术发挥作用提供了巨大空间。
参考文献:
[1]杨栋梁,织物数码喷墨印花技术的动向[J]印染,2003,29(增刊);25-30
[2] Uince Cahill,et al Digital Textile Printing 2004.
[3]陈颖译,新型高速数码印花机[J]印染,2003,29(7);46
[4] (Digital Textile Printing Requires;Pretreatment-Printing-Aftertreatment Fixation All Specific to the Type of the Textile Printed),Printex.
[5] Locke J S,et.al.lntegration:The Key to Digital Printing Success[J]AATCC Review,2004,(8):12-15
[6] Eckman A L. Developments in Textile InkJet Printing Working toward Wider Acceptance[J]AATCC Review, 2004,(8);6-ll.
[7] The Principle of Electrostatics Photograph. Textilinfo.com,2003
[8] Sample machine with production speed of 5-15m/min. Textilinfo.com.
[9] 2nd Digital Printing Forum news.Numtex,2004
[10](Inkjet Printing;Toshin Kogyo to exhibit High-performance Inkjet 25 ITMA in Association with DuPont),Textilinfo.com.
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











