 КЦ»ъ°жУЎ»ЁНш
КЦ»ъ°жУЎ»ЁНш ОўРЕәЕЈәyinhuashijie
ОўРЕәЕЈәyinhuashijie
јҜЭНУЎ»ЁНш CCEDPW.COM °жИЁЛщУР
E-mailЈәYONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
ФБICPұё09137305әЕ ҝН»§·юОс

ЎҫјҜЭННш№ЫІмЎҝХӘТӘЈәХл¶ФөУГЮХлЦҜОпҙ«НіУЎ»Ё№ӨТХДЬәДёЯЎўОЫИҫЦШөИОКМвЈ¬СРЦЖБЛөУГЮХлЦҜОпTNTYУЎ»ЁРВ№ӨТХЎЈҪйЙЬБЛөУГЮХлЦҜОпУЎ»ЁЗ°Чјұё№ӨРтЈ¬ұИҪПІўМҪМЦБЛ·ЦЙўЎўНҝБПН¬Ҫ¬УЎ»ЁЈ¬·ЦЙўЎў»оРФТ»Па·ЁУЎ»ЁУлTNTYУЎ»Ё3ЦЦ№ӨТХөДҙҰ·ҪЎў№ӨТХБчіМәН№ӨТХТӘЗуЈ¬ІвКФІўұИҪПБЛ3ЦЦУЎ»Ё№ӨТХөДКЦёРәНАО¶ИЎЈөГіцTNTYУЎ»Ё№ӨТХІ»ҪцҪвҫцБЛИҫБПУЎ»Ё№ӨРт·ұЛцЎў№ӨКұіӨЎў·ПТәЕЕ·Е¶аЎў»·ҫіОЫИҫСПЦШөДрујІЈ¬¶шЗТұЈЦӨБЛөУГЮХлЦҜОпУЎ»ЁІъЖ·ИбИнКжКК.МщЙнҙ©ЧЕөДКЦёР.ИЎөГБЛВъТвөДјУ№ӨР§№ыЎЈ
ЎЎЎЎөУГЮХлЦҜОпУЎ»Ё¶аТФ·ЦЙўЎў»оРФ»т·ЦЙўЎў»№ФӯУЎ»ЁОӘЦч.ЖдУЕөгКЗЙ«ФуПКСЮЎўЙ«ЖЧЖлИ«ЎўКЦёРИбИнЎўЙ«АО¶ИУЕБј.ДЬВъЧгёГІъЖ·ҙ©ЧЕКжККЎўКЦёРИбИнөДМШөгЎЈИұөгКЗДЬәДёЯЎўОЫИҫСПЦШЎў·ПЛ®·ПБПҙуБҝЕЕ·ЕЈ¬І»·ыәПЎ°К®Т».ОеЎұ№ж»®МбіцөДҪЪДЬјхЕЕТӘЗуЎЈ
ЎЎЎЎОӘБЛУӯәПКРіЎРиЗу.ІўЗТФЪЗеҪаЙъІъөДХюІЯЦёөјПВ.ОТ№«Лҫҫӯ№э·ҙёҙКФСй.ЙёСЎіц·ыәПТӘЗуөДЙ«Ҫ¬әНПа№ШЦъјБ.ІўЦЖ¶©ПаУҰ№ӨТХУГУЪЙъІъ.СРЦЖіцTNITYУЎ»ЁҪ¬Ј¬ҝӘ·ўБЛTNTYУЎ»Ё№ӨТХ.Ҫ«ЖдУҰУГУЪУЎЦЖөУГЮХлЦҜГжБПөДУЎ»ЁІъЖ·ЎЈ
ЎЎЎЎ1өУГЮХлЦҜОпУЎ»ЁЗ°Чјұё
ЎЎЎЎЧчОӘУЎ»ЁУГХлЦҜОп°лЦЖЖ·Ј¬ТӘЗуГ«ПёР§УҰККөұ.ОіРұРЎЎЈҝЛЦКБҝ·ыәПТӘЗу·сФтëЧІо.ЙшНёІ»ҫщФИ.ИЭТЧФміЙНҝБПУЎ»ЁІҝ·ЦАО¶ИІо.ҝйГж»ЁРНіФЙ«І»ФИЈ¬СПЦШөД»№»бФміЙЎ°В¶өЧЎұПЦПуЎЈ
ЎЎЎЎ1.1ЕчІјЗ°ҙҰАн
ЎЎЎЎјУЗҝөУГЮХлЦҜОпУЎ»ЁЗ°өДЦуЖҜ№ӨРтЈ¬¶ФЗеіэФУЦКЎўМбёЯЦҜОпГ«ПёР§УҰЎўКөПЦАнПлөДУЎ»ЁР§№ыКЗЦБ№ШЦШТӘөДЎЈ
ЎЎЎЎ1.2ЕчІјУЎ»ЁЗ°өДХыАн
ЎЎЎЎТтОӘХлЦҜОпЗ°ҙҰАн№ӨТХөДФӯТт.ХлЦҜОпІъЙъОіРұПЦПуөДјёВКҪПЛуЦҜОпТӘҙуТтҙЛ.ТӘФЪЖК·щ·мН·З°јмІйОіРұ·ҪПт.К№Ц®Т»ЦВЈ¬ІўФЪјфЖл»ъН·КұККөұҫАХэЎЈ
ЎЎЎЎ2УЎ»Ё№ӨТХКФСй
ЎЎЎЎФЪСР·ўөУГЮХлЦҜОпУЎ»ЁГжБПІъЖ·Кұ.КФУГБЛТФПВ3ЦЦУЎ»Ё№ӨТХ.Іў¶ФКФСйҪб№ыҪшРРБЛ¶ФұИ·ЦОцЎЈ
ЎЎЎЎ2.1·ЦЙўЎўНҝБПН¬Ҫ¬УЎ»Ё
ЎЎЎЎ2.1.1№ӨТХБчіМ
ЎЎЎЎФІНшЦЖЧчТ»УЎ»ЁТ»әжёЙЈЁ150ЎжЎЈ1.5Ў«2.0minЈ©Т»ёЯОВұәәжЈЁ195Ў«200Ўж.1.01.5minЈ©Т»Л®ПҙТ»Аӯ·щ¶ЁРОТ»іЙЖ·ҫнЧ°ЎЈ
ЎЎЎЎЖдЦР.Л®Пҙ№ӨТХБчіМЈәАдЛ®Пҙ5ҙОТ»ФнПҙЈЁјУИлФн·Ы0.8%әН·АХҙОЫјБ2%Ј¬95Ўж.10minЈ©Т»ИИЛ®ПҙЈЁ80ЎжЈ¬l0minЈ©Т»ИИЛ®ПҙЈЁ70ЎжЈ¬10minЈ©Т»АдЛ®Пҙҫ»Т»№МЙ«Т»іцёЧЎЈ
ЎЎЎЎ2.1.2УЎ»ЁҪ¬ҙҰ·Ҫ
ЎЎЎЎ·ЦЙўИҫБП x g/lkg
ЎЎЎЎНҝБП Y g/Lkg
ЎЎЎЎ·АИҫСОS 100g/kg
ЎЎЎЎБтЛбп§ 5kg
ЎЎЎЎрӨәПјБ 100g/kg
ЎЎЎЎИй»Ҝәэ 100g/kg
ЎЎЎЎ6%әЈФеЛбДЖ 600g/kg
ЎЎЎЎЛ® z g/kg
ЎЎЎЎәПјЖ 1kg
ЎЎЎЎ2.1.3ФІНшЦЖЧч
ЎЎЎЎСЎУГ80ДҝФІНшҪшРРУЎ»Ё.ёР№вҪәСЎУГДНЛбјоІъЖ·.ИзЙПәЈЦРҙу№«ЛҫөДJRТ»105ЎЈФЪ№ОҪәКұЈ¬јУҝм№ОҪә»ъ№ОҪәЛЩ¶ИЦБ15cm/min.К№ҪәІгёьәсТ»Р©ЈәФЪёЯОВұәәжКұЈ¬МШТвСУіӨКұјдЦБ2h.К№ҪәМеёьәГөШ№МЧЕФЪФІНшЙПҙУ¶шЈ¬МбёЯБЛФІНшДНУГРФ.јхЙЩБЛҙГІЎөДіцПЦЎЈ
ЎЎЎЎ2.1.4ІъЖ·УЎЦЖ
ЎЎЎЎІъЖ·ФЪУЎЦЖ№эіМЦР.ҙЕ°ф15әЕЎўҙЕБҰ3өөЎўіөЛЩ10m/minЎўәжПдОВ¶И150ЎжЎЈ¶ФЙПКцөДҙЕБҰҙуРЎЎўҙЕ°фҙЦПёЎўіөЛЩј°УЎ»ЁЛщК№УГөДО»ЦГҪшРРјЗВј.ТФұгУлҙуЙъІъөДУЎЦЖМхјюТ»ЦВ.јхЙЩЙ«ІоәНЖдЛыЦКБҝОКМвөДІъЙъЎЈ
ЎЎЎЎ2.1.5әуХыАн
ЎЎЎЎ¶ФУЎ»ЁәуөДІъЖ·.ФЪ¶ЁРО»ъЙПҪшРРёЯОВұәәж.195~200Ўж.1.5min.ұәәжәуҪшРРЛ®Пҙ.И»әу¶ЁРОіціЙЖ·
ЎЎЎЎ2.2·ЦЙўЎў»оРФТ»Па·ЁУЎ»Ё
ЎЎЎЎ2.2.1№ӨТХБчіМ
ЎЎЎЎФІНшЦЖЧчТ»УЎ»ЁТ»әжёЙЈЁ125Ў«130Ўж.1.5Ў«2.0minЈ©ёЯОВЖыХфЈЁ175Ў«180ЎжЈ¬7-8minЈ©Т»Л®ПҙТ»Аӯ·щ¶ЁРОТ»іЙЖ·ҫнЧ°ЖдЦРЈ¬Л®Пҙ№ӨТХБчіМН¬2.1.1ЎЈ
ЎЎЎЎ2.2.2УЎ»ЁҪ¬ҙҰ·Ҫ
ЎЎЎЎ·ЦЙўИҫБП x g/kg
ЎЎЎЎ»оРФИҫБП Y g/kg
ЎЎЎЎ·АИҫСОS 10g/kg
ЎЎЎЎРЎЛХҙт 10g/kg
ЎЎЎЎДтЛШ 100g/kg
ЎЎЎЎИй»Ҝәэ 100g/kg
ЎЎЎЎ6%әЈФеЛбДЖ 600g/kg
ЎЎЎЎЛ® z g/kg
ЎЎЎЎәПјЖ 1kg
ЎЎЎЎ2.2.3ФІНшЦЖЧч
ЎЎЎЎЦЖЧчМхјюј°ІҪЦиН¬2.1.3
ЎЎЎЎ2.2.4ІъЖ·УЎЦЖ
ЎЎЎЎІъЖ·ФЪУЎЦЖ№эіМЦР.ҙЕ°ф20әЕЎўҙЕБҰ3өөЎўіөЛЩ15m/minЎўәжПдОВ¶И130ЎжЈ¬ЖдЛыІҪЦиН¬2.1.4
ЎЎЎЎ2.2.5әуХыАн
ЎЎЎЎ¶ФУЎ»ЁәуөДІъЖ·.ФЪХф»Ҝ»ъЙПҪшРРёЯОВЖыХф.175~180Ўж.7Ў«8min.ЖыХфәуҪшРРЛ®Пҙ.И»әу¶ЁРОіціЙЖ·ЎЈ
ЎЎЎЎ2.3TNTYУЎ»Ё№ӨТХ
ЎЎЎЎ2.3.1№ӨТХБчіМ
ЎЎЎЎФІНшЦЖЧчТ»УЎ»ЁТ»әжёЙЎўұәәжЈЁ150ЎжЈ¬1.5Ў«3.0minЈ©Т»Аӯ·щ¶ЁРОЈЁФюИбИнјБ20g/LЈ¬165-170ЎжЈ¬1.5Ў«2.0minЈ©іЙЖ·ҫнЧ°ЎЈ
ЎЎЎЎ2.3Ј¬2УЎ»ЁҪ¬ҙҰ·ҪөДИ·¶Ё
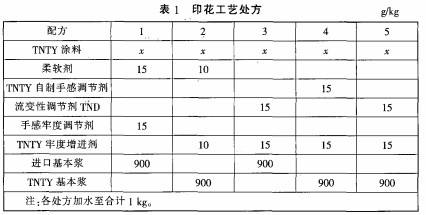
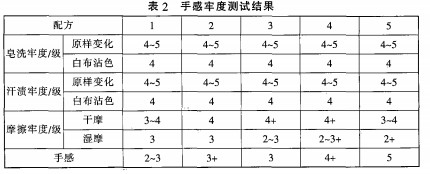
ЎЎЎЎФЪЙПКцКФСйөД»щҙЎЙП.¶ФөУГЮХлЦҜОпУЎ»ЁЙ«Ҫ¬ҪшРРУРХл¶ФРФөДёҙЕд.СРЦЖіцTNTYЧФЦЖКЦёРөчҪЪјБЎўTNTYАО¶ИФцҪшјБј°TNTY»щұҫҪ¬өИРВРНКФјБҫӯ¶аҙОЙёСЎРФКФСйЈЁјыұн1әНұн2Ј©Ј¬И·БўБЛөУГЮХлЦҜОпTNTYУЎ»ЁРВЕдұИј°ПаУҰөД№ӨТХБчіМЎЈ
ЎЎЎЎa.УЎ»ЁҪ¬БПј°ЦъјБөДСЎ¶Ё
ЎЎЎЎУЙұн1Ўўұн2ҝЙТФҝҙіц.ҙҰ·Ҫ1АО¶ИЛдИ»ҝЙТФҙпөҪТӘЗу.ө«КЦёРәЬІоЈәҙҰ·Ҫ2ЛдИ»АО¶ИЧоәГ.ө«КЦёРЙФУІТ»Р©ЈәҙҰ·Ҫ3КЦёРҪПУІ.КӘДҰАО¶ИІоЈәҙҰ·Ҫ4АО¶И¶ј»щұҫҝЙТФҙпөҪТӘЗу.КЦёРТІІ»ҙнЈәҙҰ·Ҫ5КЦёРЧоәГЈ¬ө«КЗАО¶ИҙпІ»өҪТӘЗуЎЈТтҙЛЈ¬И·¶ЁІЙУГҙҰ·Ҫ4№ӨТХЎЈ
ЎЎЎЎ
ЎЎЎЎb.Й«Ҫ¬өДЕдЦЖТӘЗуХл¶ФЙ«Ҫ¬ЕдЦЖ№эіМЦРИЛОӘТтЛШФміЙөДН°ІоәНҙуЎўЦРЎўРЎСщІ»Т»ЦВөДОКМв.ОӘУЎ»ЁЕдЙ«КТЕдұёБЛҙуЎўЦРЎўРЎәЕөДіЖБҝ№ӨҫЯ.ТӘЗуІЩЧчИЛФұ¶ФЕдЦЖЙ«Ҫ¬ј°ЛщУРЦъјБҪшРРіЖБҝФЪЕдЦЖН¬Т»СХЙ«УЎ»ЁҪ¬100kgТФЙПКұЈ¬¶ФЙ«Ҫ¬ҪшРРЖҙ}АҘЈ¬°СН°ІоҪөөҪЧоөН.ТФК№ЙъІъИ«№эіМөДСХЙ«ЗчУЪТ»ЦВХвСщ.јИҝЙҪөөНҙуЙъІъУлІъЗ°СщөДІоұр.УЦұЈЦӨБЛН¬ЕъІъЖ·»щұҫОЮЙ«Іо.¶ФТФәу·өөҘЙъІъКұ.УЎ»ЁҪ¬¶ФУЎ»ЁІъЖ·Й«№вөДУ°ПмТІҙуҙуҪөөНөУГЮХлЦҜОпУРЧЕОьКӘЕЕә№№ҰДЬ.ëЧһ°гҫщәЬәГ.ТӘҝШЦЖәГTNTYЙ«Ҫ¬өДрӨ¶И.ұЈЦӨГжБПә¬Ҫ¬БҝККЦР.ТФұЈЦӨұнГжөГЙ«Йо¶ИәНКЦёРөДИбИнРФЎЈ
ЎЎЎЎ
2.3-3ФІНшЦЖЧч
ЎЎЎЎСЎУГ100ДҝФІНшУЎ»Ё.ёР№вҪәСЎУГДНЛбјоөДІъЖ·.ИзЙПәЈЦРҙуөДJRТ»105№ОҪә»ъ№ОҪәЛЩ¶ИОӘ10cm/min.К№ҪәІгұЎТ»Р©ЈәФЪёЯОВұәәжКұ.ОВ¶И180Ўж.Кұјд1.5h.ҪәМеҫНҝЙТФНкИ«№МЧЕФЪФІНшЙПЎЈ
ЎЎЎЎ2.3.4ІъЖ·УЎЦЖ
ЎЎЎЎІъЖ·ФЪУЎЦЖ№эіМЦР.ҙЕ°ф12әЕЎўҙЕБҰ2өөЎўіөЛЩ20m/min.әжПдОВ¶И150ЎжЎЈЖдЛыІҪЦиН¬2.1.4ЎЈ
ЎЎЎЎ2-3.5әуХыАн
ЎЎЎЎУЎ»ЁәуөДІъЖ·ЦұҪУ¶ЁРО.¶ЁРО№эіМЦРҪюФюОьКӘјБәНИбИнјБҫӯ¶аҙОКФСй.И·¶ЁҙуЙъІъ¶ЁРО№ӨТХЎЈ¶ЁРО№ӨТХ¶ФөУГЮХлЦҜОпTNTYУЎ»ЁІъЖ·өДКЦёРәНОьКӘРФ·ЗіЈ№ШјьЛщТФ.СПёс°ҙХХ№ӨТХЦҙРР.ТФҙпөҪВъТвөД·юУГРФДЬЎЈ
ЎЎЎЎ3КФСйІвКФј°Ҫб№ы·ЦОц
ЎЎЎЎ3.1КЦёР
ЎЎЎЎҫӯ№э№ЫІмәНұИҪП.ЙПКц3ЦЦ№ӨТХФЪН¬Т»ЦЦГжБПЙПУЎ»Ё.УЎ»ЁЗшУтөДКЦёРЗшұрІ»ҙу.¶јДЬҙпөҪ4ј¶ТФЙП.КЦёР·ЗіЈИбИнЎЈ
ЎЎЎЎ3.2АО¶И
ЎЎЎЎ3ЦЦУЎ»Ё№ӨТХЙъІъіцөДУЎ»ЁІъЖ·ФнПҙЎўә№ЧХЎўДҰІБАО¶ИЗйҝцјыұн3ЎЈИХЙ№АО¶ИҪб№ыЈәОТГЗСЎФсөДНҝБПәН·ЦЙўИҫБПҙуІҝ·ЦФЪ7ј¶ЧуУТ.»оРФИҫБПҙуІҝ·ЦФЪ4ј¶ЧуУТ.TNTYНҝБПИ«ІҝФЪ7ј¶ТФЙПЎЈ
ЎЎЎЎ
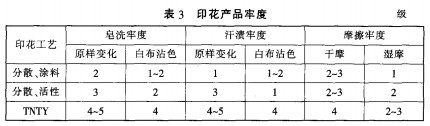
ЎЎЎЎ3.3ІъЖ·ЦКБҝ·ЦОц
ЎЎЎЎҙУТФЙПІвКФҪб№ыҝЙТФҝҙіцЎЈTNrYУЎ»ЁөУГЮХлЦҜОпЖдёчПоАО¶ИҫщЧоәГ.КЦёРИбИнЈ¬ҙпөҪБЛІъЖ·ТӘЗуҙУ№ӨТХБчіМҝҙ.TNTYУЎ»Ё№ӨТХУл·ЦЙўЎўНҝБПН¬Ҫ¬УЎ»Ё№ӨТХәН·ЦЙўЎў»оРФТ»Па·ЁУЎ»Ё№ӨТХПаұИЈ¬КЎИҘБЛёЯОВұәәжЎўёЯОВЖыХфәНК®јёҙОЛ®Пҙ.ҙуҙуЛх¶МБЛ№ӨТХБчіМЈ¬ҫЯУРЦұ№ЫРФЗҝ.ДЬәДөНЈ¬ј«өН·ПЛ®Ўў·ПЖшЎў·ПБПөДЕЕ·ЕЈ¬ЗТЙъІъР§ВКёЯЈ¬ЙъІъЦКБҝҝШЦЖПа¶ФИЭТЧөИУЕөгЈ¬»щұҫКөПЦБЛЗеҪаЙъІъЎЈ
ЎЎЎЎ4ҪбВЫ
ЎЎЎЎ4.1НЁ№э¶аҙОКФСй.И·¶ЁБЛөУГЮХлЦҜОпTNTYУЎ»ЁЙъІъ№ӨТХ2009Дк910ФВ·Э№ІЙъІъ10000m.И«ІҝҙпөҪ№ӨТХөДЦёұкТӘЗуОӘҪсәуЙъІъөУГЮХлЦҜОпУЎ»ЁІъЖ·.И·¶ЁБЛХэИ·өДЙъІъ№ӨТХБчіМ
ЎЎЎЎ4.2ІЙУГTNTYУЎ»Ё№ӨТХЙъІъөДІъЖ·Р§№ыЧојСЈ¬КЦёРИбИнЎў»¬Л¬Ј¬Й«ФуҙҝХэЈ¬Й«АО¶ИёЯЈ¬ёчПоЦёұкҫщҙпөҪБЛҫьУГГФІКөДұкЧјЎЈ
ЎЎЎЎ4_3ІЙУГTNTYУЎ»Ё№ӨТХ.№ӨТХјтөҘЈ¬ЙъІъР§ВКёЯЈ¬ДЬәДөНЎўіЙұҫөНЈ¬ЗТ·ПЛ®Ўў·ПЖшЎў·ПБПЕЕ·Еј«өНЈ¬ҙУ¶шКөПЦБЛЗеҪаЙъІъ.ҙпөҪБЛЎ°К®Т»ЎӨОеЎұ№ж»®ЦРҪЪДЬјхЕЕөДДҝөДЎЈ
ЎЎЎЎАҙФҙЈә АоХсәг
