 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

【集萃网观察】超声波是一种频率在2×104 ~2×109 Hz之间的声波。超声波在传播过程中,弹性介质中的粒子产生摆动并沿传播方向传递能量,产生3种主要效应:机械效应、热效应和空化效应。在超声波纺织品染色方面,因为产生声空化效应的最佳温度为 50 ℃,故超声波染色的温度通常采用45~65 ℃,属于低温染色。染色过程中部分声能转化为热能,故无需外加热能。使用酸性和金属络合染料对羊毛纤维进行染色,上染羊毛纤维的染料量与对照样相比有所增 加,且纤维强度基本保持不变。
传统的羊毛染色工艺采用的是酸性染料进行沸染,虽然上染百分率较高,各项色牢度也较好,但存在损伤羊毛纤维、能耗高、不经济环保等缺点。人们正在寻求一种低能耗、环保有效的新技术、新工艺来改善羊毛的染色。
本文实验以羊毛织物作为超声波染色的研究对象,选取3种酸性染料(红、蓝、黄),分别在超声波与常规条件下进行染色对比实验,主要包括:染料上染百分率、纤维表面的结构形态、K/S值、摩擦牢度及耐洗牢度的对比等,分析得出超声波作用下弱酸性染料染羊毛的最佳工艺条件,并讨论超声波在羊毛染色中的可行性。
1 实验
1.1材料与设备
精纺羊毛机织物:经纬密114根/10 cm×94根/10 cm,面密度238 g/m2;弱酸性艳红B、弱酸性嫩黄G、弱酸性艳蓝RAW;元明粉、醋酸铵、硫酸铵、无水碳酸钠(分析纯);SK5200H超声波振荡器(上海科 导),XS一212―103显微镜(JNOEC),HH一6数显恒温水浴锅(金城国胜),uv一1700紫外可见分光光度计(岛津),M238A摩擦牢度 仪,X―Rite一4800电脑测配色仪(爱色丽),JSM一840扫描电子显微镜 (日本JEOL公司)。
1.2 工艺流程
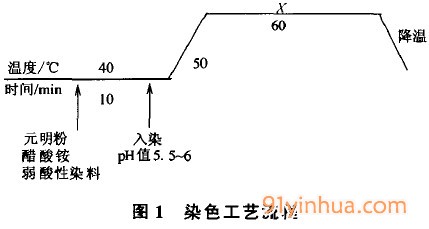
弱酸性染料上染羊毛的工艺流程如图1所示,图中x为40、50、60、70、80、90 ℃。
1.3 工艺处方
弱酸性艳红B、弱酸性艳蓝RAW、弱酸性嫩黄G 染羊毛工艺处方:羊毛织物10 g,染料1%(owf),元明粉10 g/L,醋酸铵50 g/L,加水至200 mL,浴比 1:20,pH值5.5~6.0。
2 性能测试
利用X―Rite一4800电脑测色配色仪测定羊毛试样的 k/s值;在扫描电镜下观察超声波对羊毛纤维结构的影响;利用生物显微镜检测超声波对染料溶解性能的影响;使用uV一1700紫外分光光度计测定染料的上 染百分率;采用AATCC 8―2005方法测试摩擦色牢度。
3 结果与讨论
3.1 染色温度
通过对羊毛织物在常规和超声波条件下染色温度的对比,得到了3种染料的上染率百分率随温度的变化曲线,如图2~4所示。
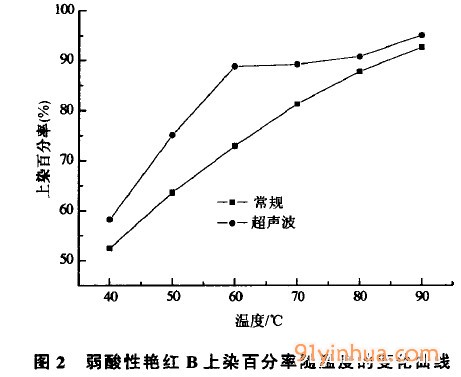
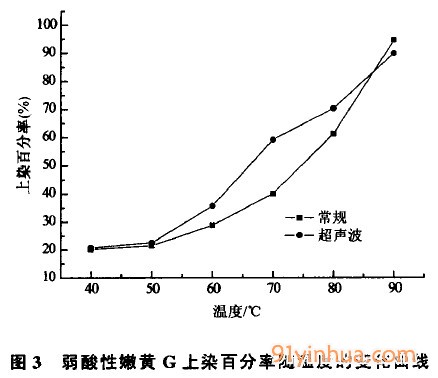

由图可知:同一温度下,超声波条件下染料上染百分率较常规条件下要高;但在不同的温度下,染料上染百分率的提高率是不一样的。如弱酸性艳红B 染料在60℃时提高的程度是最大的,常规条件下的上染百分率是72.88%,超声波条件下的上染百分率达到了88.81%,提高了15.93%;对于弱酸 性嫩黄G、弱酸性艳蓝RAW,上染百分率提高最大的均是在70℃。这些数据说明,超声波在提高染料的上染百分率方面确实起到了一定的作用,最佳温度在 70℃左右。超声波可明显降低羊毛染色的温度,这都是由超声波振荡所引起的空穴效应及其分散、增溶、扩散、脱气作用所致。
其他温度条件下,超声波作用效果不明显的原因可能是:40~50℃ 时,超声波对染料的增溶解聚作用及对羊毛纤维鳞片层的展开和增塑作用不明显;80~90℃时,染料溶解基本上均匀,羊毛鳞片层也已充分溶胀,超声波的影响就居于次要地位了。
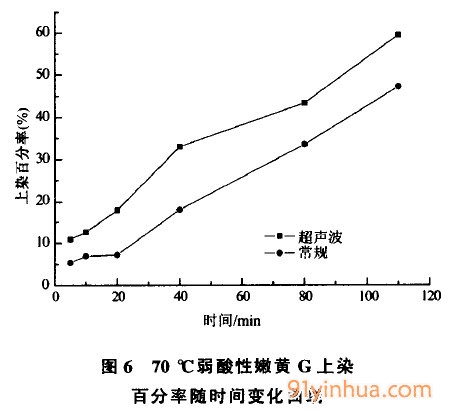
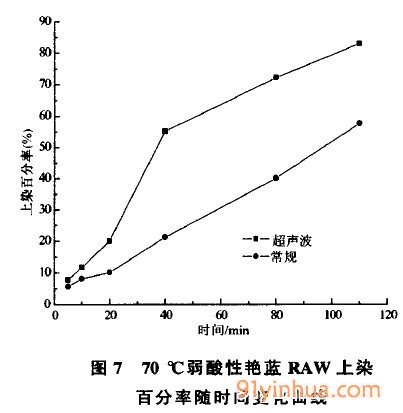
3.2 染色时间
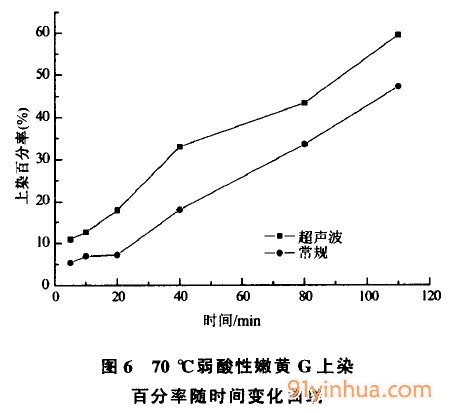
通过对羊毛织物在最佳温度下常规条件和超声波条件的染色时间的对比,得到了3种染料的染料上染百分率随时间的变化曲线,如图5~7所示。
由图可知:3种染料的上染百分率随染色时间的延长而逐渐提高;不同时刻上染百分率提高的程度不同。在40~80 min之间时,染料上染百分率提高量和提升率均较大,即在染色时间40~80 min之问时,超声波发挥作用的效果比较明显,这主要是由于超声波在此时间段内空穴效应很明显,作用于染料、纤维及染液,促进了上染百分率的提高。
3.3 超声波频率
用弱酸性艳蓝RAW 70℃时在不同频率超声波的作用下对羊毛织物染色90 min、,得出染料的上染百分率随超声波频率变化的曲线,如图8所示。
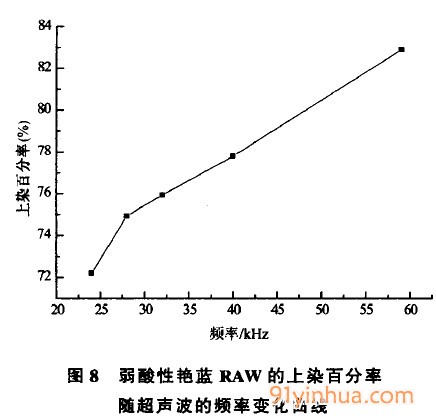
从图8可以看出:染料在一定的染色温度和时间条件下的上染百分率是随着超声波频率的增加而增大的。在超声波发挥效应的20~50 kHz范围内,适度提高超声波的频率,对染料的利用率是有帮助的。
3.4 染色表观浓度对比
在60、70、80℃时,对常规和超声波条件下的染色布样进行染色表观浓度测试,实验结果见表l。
由表1知:常规条件下染色的羊毛布样的表观染色浓度较超声波条件下的要高,这主要是由于经过超声波振荡以后,羊毛纤维的无定形区增大,结晶区遭到一定程度 的破坏,纤维大分子链的排列趋于不规则,鳞片层遭到破坏,使羊毛纤维表面较常规条件下要粗糙,对光线产生了较多的漫反射,从而使超声波条件下染色布样的表 观浓度值(K/S值)降低,颜色看起来就不如常规条件下深;另一方面,超声波和常规条件下的染色表观浓度相差较大,主要是由于超声波提高了上染百分率。在 实际染色中,应当考虑到在得色量与显色性之间寻找一个平衡点。
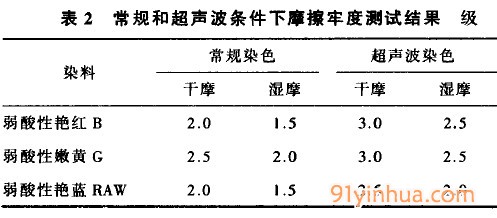
3.5 染色牢度
60℃染色条件下,试样的摩擦色牢度测试结果如表2所示.
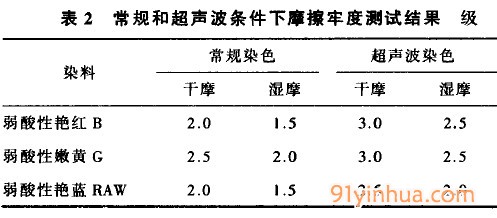
从表2可以看出:超声波染色可以明显提高染色羊毛试样的摩擦牢度,主要原因可能是超声波的热效应和空穴效应加速了染料的溶解分散和羊毛纤维的溶胀,使得染料能充分进入纤维内部。
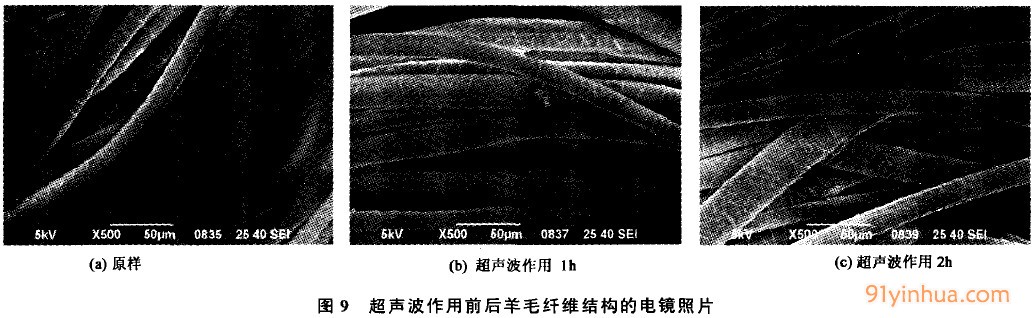
3.6 超声波对纤维结构的影响
超声波作用前后羊毛纤维结构的电镜照片如图9所示。中国印花网由图可知:超声波作用前后,羊毛纤维的结构发生了较为明显的变化,经超声波作用之后,羊毛束的排列变得 比之前杂乱,对于单根羊毛纤维而言,其纤维的鳞片层打开得较前充分,同时纤维的直径变粗,可见纤维经过超声波振荡以后,发生了一定程度的膨化。
3.7 超声波对染料溶解性的影响
超声波作用对染料溶解性的影响如图10所示。

由图1O可以清楚地显示出超声波振荡前后染料的溶解情况:振荡前,染料颗粒局部呈现聚集状态,溶解不够充分,粒度也较大;通过超声波的分散和扩散作用,将聚 集的染料颗粒击碎,使其粒径变小,对溶解性较低的染料,可明显地提高溶解度,对溶解性较高的染料,达到更好的溶解,振荡后,超声波利用其分散增溶的作用使 各种染料的溶解度有了相应的提高。染料溶解度的提高,对于染料更好地上染是有利的,提高了染料的利用率。
4 结论
① 分析了弱酸性艳红B、弱酸性嫩黄G、弱酸性艳蓝RAW 3种染料的染色上染百分率随温度变化的曲线,得出了超声波染色羊毛的最佳温度为60― 70℃ ,最佳时间60- 90 min。
② 超声波对染色效果的影响有一定的作用范围,在其作用范围内,提高频率有利于染料的上染。
③ 在超声波作用下,低温条件染色时可以明显提高纤维的耐摩擦牢度。
④ 通过对超声波作用以后的纤维结构及染料溶解情况的观察结果,得出了超声波作用有利于纤维鳞片层的破坏和染料的充分溶解。
⑤ 实验证明,超声波染色羊毛是优于常规染色的,它既有利于羊毛纤维的膨化和鳞片层的打开,又有利于染料的充分溶解和利用,对减少羊毛纤维的损伤,提高染料的利用率都是有帮助的,在实际生产中具有可行性。
来源:展义臻 ,王晓芳 ,赵 雪 ,王 炜
