 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

3. 脱水
使用离心脱水机绳状脱水6分钟,要保证充分脱干,有利于稳定质量,提高定形车速,降低能耗,并可省去烘干.。若脱水不干、不均匀,预定形后织物尺寸就不稳定,较湿的部分门幅偏小,如果放慢定形车速或提高温度,湿的部分门幅达到要求了,但干的部分弹力严重损失,故要引起重视。
4. 预定形
弹力雪纺的预定形对质量有很大影响,预定形温度低于185℃,门幅尺寸稳定性不够,温度高于215℃,又容易影响弹性,经过反复试验,预定形温度控制在200℃,车速55m/min,超喂16%,采用韩国日星七级烘箱定形机,进布门幅控制在102CM,出布门幅控制在114CM,保证落布半成品门幅在113CM,这样才能保证减量后门幅稳定不收缩,弹性大,手感好。要注惫预定形条件切不可过强,过大的出布门幅、过高的温度或过长的定形时间,都会严重影响织物的弹性。
5. 碱减量
为了稳定质量,提高产盈,我们采用日本花山CS6-CR5- 1800平幅导辊式连续碱减量机,工艺过程为平幅进布-浸轧热碱液-上下导辊式汽燕箱碱减t反应-高效平幅水洗(五级)-轧水湿落布。轧碱槽碱浓度为36。Be‘,轧液率90%.轧孩温度60℃,有利于提高车速,燕箱容布120米,汽蒸温度125‘℃,车速20 m/min,减量率为27%-29%,使用导辊式连续碱减量机减量,布面平整无给印,可降低后定形条件,有利于保护织物的弹性,适宜纬弹织物加工,另外工艺控制方便,质盆稳定,生产速度快,产量高。
6. 半成品打卷
为了提高印花质量,我们对半成品预定形采用大卷装打卷落布,这样布面平整,印花经向白条少。热定形打卷工艺条件为:
定形打卷温度180‘C
定形车速 55m /min
超喂 10%
进布门幅 110CM
出布门幅 116CM
打卷后半成品门幅为115CM,
四 、印 花
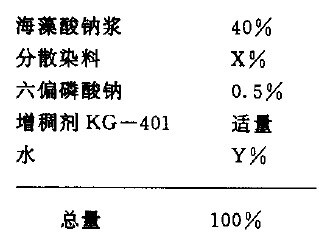
1.配方与操作
弹力雪纺较普通雪纺紧密得多,印花比雪纺容易操作,使用分散染料印花,配方如下:
平网印花 、圆网印花均能顺利生产,我们采用日本东伸7000型平网印花机和德国MBK2050型全自动圆网印花机生产。印花操作与涤纶仿真丝产品相同。
