 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

【集萃网观察】竹纤维素纤维是以天然毛竹为原料,经过水分解多次提炼精制而成,具有较高的强力和较好的耐磨性。其产品具有抗菌、防臭功能和较强的抗紫外线性能,对人的皮肤具有保健作用和杀菌效果;吸湿性、透气性好,手感柔软,无刺痒,悬垂性好;易染色,色彩亮丽,并且有较好的光泽,被称为生态纺织品。为适应市场需求,提升企业产品档次,我公司先后开发了竹纤维纱色织布产品。下面仅对织造工艺作一介绍。
1.产品规格
品种 1:经纱为竹纤维 14.5 tex ×2 线,纬纱为 17.8 tex纯竹纤维纱,经密为 260 根 /10 cm,纬密为 205 根 /10 cm,幅宽为 145 cm、147 cm 的色织提花布;
品种 2:经纱为 9.7 tex × 2 纯竹纤维线,纬纱为 18.2 tex 纯竹纤维纱,经密为 355 根 /10 cm,纬密为 236 根 /10 cm,幅宽为 145 cm、147cm 色织提花布;
品种 3:经纱为竹 /棉 60/40 11.7tex×2 线,纬纱为 17.8 tex 纯竹纤维纱,经密为355 根 /10 cm,纬密为 236 根 /10 cm,幅宽为 145cm、147 cm 的色织提花布。
2 工艺流程
经纱:筒子纱→松式络筒→漂染→络筒→整
纬纱:筒子纱→松式络筒→漂染→络筒→络纬;
织造:织造→验布→修布→烧毛→退浆→拉幅→柔软→缩水→成卷
3 工艺参数配置及技术措施
3.1漂染工序
竹纤维为再生纤维素纤维,纤维的特性决定漂染时应注意以下问题:#竹纤维的湿强比干强低近一半左右,在染整加工时应采取低张力或松式加工。$竹纤维对酸和氧化剂比较敏感,其结构松散,聚合度、结晶度和取向度低,有较多的空隙和内表面积,显露的羟基比棉多,因此化学活性比棉大,对酸和氧化剂的敏感性大于棉;对碱的稳定性比棉差很多,能在浓碱作用下剧烈膨胀以至溶解,使纤维的性能下降,因此,在染整加工中应尽量少用浓碱。%竹纤维的吸湿性大,对染料、化学试剂的吸附量大于棉。
3.2 络筒工序
由于竹纤维与粘胶纤维的物理性能相似,同样具有强力低、易吸湿、湿伸长和塑性变形大等特点,因此,织造时极易脆断。为避免络筒对纱线条干的破坏和原纱强力的损失,在保证筒子成形良好条件下,选择较小的张力,并采用电子清纱器和空气捻接器,络筒速度为 800 m /min。
3.3 整经工序
竹纤维伸长后,弹性回复性比较差,所以,整经工序应采用低速度和较小的张力配置,张力分段控制,张力盘重量前、中、后分别为 12g 、11g 、10g,并降低整经速度以降低断头,整经车速为400 m /min。
3.4 浆纱工序浆料
配方见表 1。
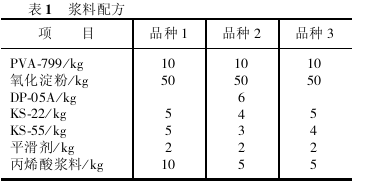
竹纤维强力、弹性均比棉差,湿强低,伸长大,不耐高温,对浆液的要求较高。既要有较好的浸透以适当增强,又要有良好的被覆以贴伏毛羽,形成柔韧光滑的浆膜,浆膜既要具有一定刚性,又要防止过于粗硬而发生脆断头。在浆纱过程中采用高浓低粘浆料,以氧化淀粉为主,PVA、丙烯酸浆料为辅的浆料配方。为了减少竹纤维湿态伸长,保证浆纱强力,浆纱工艺采用较轻的压浆力,以达到浆纱有良好的渗透并减少伸长。
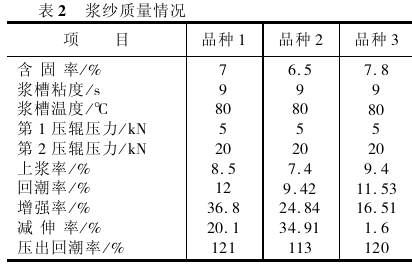
浆纱时采用适中的车速,并控制合适的浆纱回潮率;浆纱回潮率低于公定回潮率时有较好的可织性。为使竹纤维纱吸湿织造,增加浆纱的柔软润滑性,使浆纱能够承受织造时的张力,以减少织造断头,浆纱车速为 40 m /min,浆纱回潮率在 10% ±0.5% 范围内。在控制浆纱车速恒定的前提下,合理掌握浆槽的湿区张力,减少纱线在湿态高温下的意外伸长,以保证纱线有良好的弹性,减少经纱在织机上的断头率,伸长率应控制在 1.2% 以内。浆纱质量情况见表 2。
3.5 织造
针对竹纤维强力低、易脆断等特点,采用意大利天马超优秀剑杆织机织造。采用小张力、中开口,并加大开口量、降低后梁的工艺配置。开口时间为 305°,后梁高度为 90 mm,停经架前后为 70mm,停经架高度为 30 mm,上机张力为 2.1 kN。
3.6 后整理
为保证织物具有优良的尺寸稳定性,并且不会削减染色的水洗牢度,织物完全松式烘干,然后热定形,温度为 195 ℃~ 200 ℃ ,时间 30 s~ 60 s。
4 结束语
竹纤维和传统的纤维素纤维相比具有强力高的特点,但细特纱的绝对强力仍不能满足织造生产的要求,采用股线作经纱较为理想。竹纤维属绿色环保纤维,在生产加工中使用过多的 PVA 浆料对环保不利,在生产经验成熟时可少用或不用PVA 浆料。竹纤维织物是优良的夏季保健面料,其开发成功大大提高了我公司参与市场竞争的能力,可为我公司创造更多的经济效益。
来源: 印染在线
