 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

【集萃网观察】活性炭是一种多孔性含碳物质,已经应用于工业和国民经济的各个行业,以及环境保护和人类生活的各个方面.传统的活性炭制备多以木材、木炭、木屑、椰子壳、果核等为原料,随着社会环保意识的增强,尤其是1998年发生在长江、松花江、嫩江流域的特大洪水使人们已切身体会到生态恶化对民族生存和可持续发展的巨大负面影响,国家迅速对自然森林禁伐,这些因素致使木材、木炭的来源萎缩,即制备活性炭的原料受到极大的限制,价格也呈上涨趋势.据统计,我国每年的花生壳产量为450万t.近几年来,随着农村经济的发展和能源供应的改善,农民对花生壳的燃烧利用逐渐减少,花生壳在农村能源中的比重呈下降趋势,在此形势下,利用切实可行的新工艺,以废弃的生物质原料制备活性炭具有现实意义.
印染废水具有水量大、有机污染物含量高、难降解物质多、色度高以及组分复杂等特点,属难处理的工业废水.印染行业是工业废水排放大户,随着化学工业、染料工业的发展以及消费者对印染加工要求的提高,大量新型印染助剂、染料、浆料等的广泛应用,致使印染废水中有机物成分越来越复杂多变,由于印染废水水质变化大,生化处理效果不理想,尤以脱色效果较差,已成为困扰印染废水治理的关键问题.本文以农业固体废弃物花生壳作为原材料制备活性炭,探讨活性炭制备的工艺条件,并将所研制的活性炭用于处理印染废水,进一步探讨活性炭吸附处理印染废水中色度的工艺条件.
1 实验
1.1材料与仪器
花生壳(黄石市某地的废弃物),印染废水(黄石市某纺织有限公司,其最大吸收波长为604 nm,pH值为5),硫酸(H2S04),分析纯.
仪器:AB204-N电子分析天平,梅特勒一托利多仪器(上海1有限公司;SKFG-01电子分析天平、SX2-4-13马弗炉湖北省黄石市医疗器械厂;THZ-82恒温振荡器,常州国华电器有限公司;722型分光光度计,上海精密科学仪器有限公司.
1.2活性炭的制备
将花生壳放人坩埚,于马弗炉中炭化一定时间后磨碎,过筛,取100目的炭素放人密封袋中待用.称取一定量的炭素于一定稀释比的硫酸中,在水浴中加热一定时间后取出,用蒸馏水洗涤至中性,105℃烘干即得活化的花生壳活性炭.
1.3印染废水的处理
取一定量过100目的活性炭于100mL具磨口塞的锥形瓶中,再向锥形瓶中加入100 mL印染废水,在25℃下,放在水浴振荡器上振荡一定时间后,过滤,在604 nm下测定吸附前、后的吸光度值.考察印染废水的脱色效果,按下列公式计算脱色率:

式中:n为脱色率,%;A。为吸附前印染废水的吸光度值;4。为吸附后的吸光度值.
2结果与讨论
2.1活性炭制备最佳工艺条件
2.1.1炭化温度
称取0.5 g不同炭化温度下的炭素于100 mL磨口锥形瓶中,加入100 mL印染废水,在振荡器上于120r/min、25℃下振荡30 min,过滤,测其吸光度值.结果如图1所示.
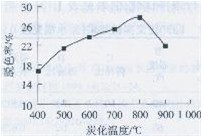
图1 炭化温度对炭素吸附性能的影响
由图1可知,炭化温度从400℃升高至800℃,脱色率逐渐增大,其原因是在炭化过程中,花生壳中的纤维素和木质素分解,产生脱水、脱酸等反应,并形成芳核间的结合,随后脱氢,大量芳核直接结合,形成二维平面结构,同时结合上-CH2-,形成三维立体结构:形成了发达的孔隙,使炭化后的花生壳炭素具有吸附性.炭化温度再继续升高到900℃,其脱色率反而下降了,原因是温度过高,使花生壳中的纤维素碳化结节j阻碍了孔隙的形成.161故炭化温度选择800℃.
2.1.2炭化时间
称取0.5 g在800 oC炭化不同时间的炭素于100mL磨口锥形瓶中,加入100 mL印染废水,在振荡器上于120 r/min、25℃下振荡30 rain后,测定产品的吸附性能,结果如图2所示.
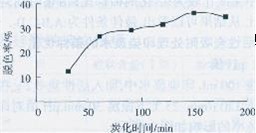
图2炭化时间对炭素吸附性能的影响
由图2可知,炭化时间从30 min延长至150 min,所得产品对印染废水的脱色率逐渐增加,当超过150min后,脱色率随着炭化时间的增加而减小,脱色率在150 min处达到最大,此时,花生壳中的大部分非炭成分和碳水化合物已经去除,形成了一定数量的微孔结构.故炭化时间选择150 min.
2.1.3活化方法
从炭化后的花生壳炭素脱色率可以看出,未经过任何处理的花生壳炭素的脱色率很低,原因是花生壳炭素还没有形成发达的细孑L结构,部分细孔堵塞.为了提高花生壳炭素的吸附能力,必须对它进行活化处理.活化剂(H2S04)的稀释比、活化温度、活化时间、固液比是影响花生壳炭素活化的主要因素.本文采用正交实验L9(34)进行条件优化,结果见表1.
表1 L9(34)正交实验结果(原水吸光度0.806)
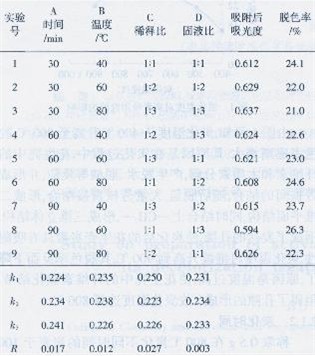
注:活性炭用量为O.1 g/100 mL,即1 g/L;稀释比为H2SO4:H2O,固液比为体积比.
从表1可知,影响花生壳活性炭吸附能力的4个因素中主次比较为:活化剂稀释比>活化时间>温度>固液比.从结果可以看出,最佳条件为:A3B2C1D2.
2.2活性炭吸附处理印染废水的条件优化
2.2.1 pH值
在100 mL印染废水中,加入活性炭0.2 g,在振荡器上于120 r/min、25℃下振荡30 min,pH值对印染废水脱色率的影响如图3所示.
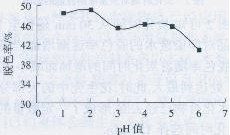
图3 pH值对脱色率的影响
由图3可知,pH值在l~5时,印染废水的脱色率变化不大,从处理成本考虑,选择印染废水自身的pH比较合理,因此,选择pH值为5.
2.2.2振荡速率
在100 mL印染废水中,加入活性炭0.2 g,调节pH值为5,温度为25℃,在振荡器上以不同速率振荡30min,振荡速率对印染废水脱色率的影响如图4所示.
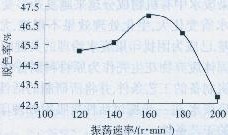
图4振荡速率对脱色率的影响
由图4可知,随着振荡速率的增加,脱色率逐渐增大,到160 r/min时达到最大值,以后逐渐降低,原因是振荡速率过大,有色物质就会解析出来,因此,选择振荡速率为1 60 r/min.
2.2.3吸附时间
在100 mL印染废水中,加入活性炭0.2 g,调节pH值为5,温度25℃,在振荡器上以160 r/min振荡不同时间,吸附时间对印染废水脱色率的影响如图5所示.
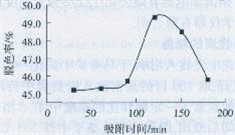
图5 吸附时间对脱色率的影响
由图5可知,延长吸附时间,印染废水的脱色率随之增大,当吸附时间达到120 min时,脱色率最高,继续延长吸附时间,脱色率逐渐降低.说明在120 min时吸附已经达到饱和状态.故选用吸附时间为120 min.
2.2.4活性炭用量
取6份印染废水,每份各100 mL,加入不同量花生壳活性炭,调节pH值为5,温度为25℃,在振荡器上以160 r/min振荡吸附120 min,活性炭用量对废水脱色率的影响如图6所示.花生壳活性炭的用量对印染废水的脱色率有很大影响.随着花生壳活性炭用量的增加,脱色率也不断增加,但用量超过1.5 g后,对脱色率的影响已经不明显,说明当花生壳活性炭的用量为1.5 g时,吸附就基本达到饱和状态,即花生壳活性炭用量为15 g/L(1.5 g/100 mL)比较适宜,此时印染废水的脱色率达96.7%
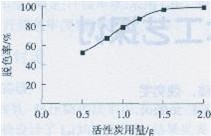
图6活性炭用量对脱色率的影响
3结论
(1)采用硫酸活化法制备花生壳活性炭的最佳工艺条件:炭化温度为800℃、炭化时间为150 min、活化剂硫酸的稀释比为1:1、固液比为1:2、活化时间为90 min、活化温度为60℃,此条件下制备的活性炭对印染废水的吸附效果较好.
(2)花生壳活性炭吸附处理印染废水的最佳工艺条件:吸附剂用量为15 g,L、吸附时间为120 min、振荡速率为160 r/min、废水的pH值为5、温度为25℃,对印染废水的脱色率为96.7%.
(3)用固体废弃物花生壳制备活性炭,实现了对花生壳的资源化利用,为制备活性炭的原料来源开辟新途径,达到“以废治废,循环经济”的目的.
来源: 印染在线 作者:胡巧开(湖北师范学院化学与环境工程学院,湖北黄石435002)
