 КЦ»ъ°жУЎ»ЁНш
КЦ»ъ°жУЎ»ЁНш ОўРЕәЕЈәyinhuashijie
ОўРЕәЕЈәyinhuashijie
јҜЭНУЎ»ЁНш CCEDPW.COM °жИЁЛщУР
E-mailЈәYONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
ФБICPұё09137305әЕ ҝН»§·юОс

ЎҫјҜЭННш№ЫІмЎҝГ«ҪнІъЖ·өДИ«·щУЎ»ЁЈ¬УЦіЖИ«№ОөЧУЎ»ЁЎЈЖдХэГжОӘІјВъҪнөЧөДНј°ёЈ¬·ҙГжФтКЗҪа°ЧөДГ«ИҰЎЈУЎ»ЁЙ«Ҫ¬ҙу¶аІЙУГ»оРФИҫБПЈ¬ТІУРНҝБПУЎ»Ёј°»оРФУлНҝБП»мәПУЎ»ЁЎЈҪьДк№ъДЪІ»ЙЩі§јТ¶јҝҙәГБЛИ«№ОөЧУЎ»ЁІъЖ·өДКРіЎЈ¬·Ч·ЧҝӘ·ўЙъІъЈ¬ИЎөГБЛҝЙПІөДҫӯјГР§ТжЎЈө«УЙУЪёчі§МхјюІ»Т»Ј¬Ч°ұёІ»Н¬Ј¬№ӨТХІЩЧчЙПөДІоТмЈ¬·ҙУііцІъЖ·ЦКБҝёЯөНІ»Т»Ј¬ІоҫаЙхҙуЎЈҙУІъЖ·ВтјЫЙПҝҙЈ¬ёЯЖ·ЦКөДІъЖ·ВтјЫОӘ4.20-4.50ФӘЈҜБҪЙҙЈ¬өНЛ®ЖҪөДІъЖ·ВтјЫЦ»УР2.50ЎӘ2.60ФӘЈҜБҪЙҙ,јЫёсЙППВІоТм60ЎӘ70ЈҘЧуУТЈ¬ҙУІъЖ·ЦКБҝЙПҝҙЈ¬°ҙЦР·ДјТРӯ№ШУЪЎ¶И«№ОөЧУЎ»ЁГ«ҪнЦКБҝұкЧјІ№ідФЭРРІЭ°ёЎ·ұкЧјЦҙРРЈ¬УРөДі§јТЦКБҝЦёұкёЯҙп90ЎӘ95ЈҘЈ¬¶шУРөДі§јТІъЖ·ЦКБҝЦ»УР40ЎӘ45ЈҘЈ¬ЙхЦБУРөДі§јТЦКБҝ»№І»№э30ЈҘЈ¬ИзҙЛҙуөДІоҫаЈ¬ёшЖуТөҙшАҙөДҫӯјГР§ТжТІІ»ҫЎПаН¬ЎЈИзәОМбёЯИ«№ОөЧУЎ»ЁГ«ҪнКөОпЛ®ЖҪЈ¬ИзәОК№ОТГЗөДІъЖ·УЙіхјУ№ӨЈ¬өНөөҙОЈ¬ПтЙојУ№ӨЈ¬ёЯЖ·ЦК·ҪПт·ўХ№Ј¬ЙПЛ®ЖҪЎўЙПөөҙОЎўЙПЙо¶ИЈ¬ХжХэөД°ЪНСөНЛ®ЖҪЎўөНјЫёсІъЖ·№ъДЪКРіЎЎ°ОСАп¶·ЎұЈ¬ҝзіц№ъГЕЈ¬ІОУи№ъјККРіЎҙуСӯ»·Ј¬ИФКЗОТГЗЖуТөКөКөФЪФЪөШМбёЯҫӯјГР§ТжУлКРіЎҫәХщөДЦШТӘҫЩҙлЎЈОТі§ҙУ1978ДкҫНҝӘКјБЛИ«·щГ«ҪнөДКФЦЖ№ӨЧчЈ¬ЖЪјдҫӯАъБЛҙУКЦ№ӨУЎ»Ё·ўХ№ОӘ»ъРөУЎ»ЁЈ»ҙУөҘМхөДУЎ»ЁЎўәжФпЎўЖшХф№ӨТХ·ўХ№ОӘБ¬ЖҘУЎ»ЁЎўәжФпЎўЖшХфЈ»ҙУјтВӘөД·ӯНІәуҙҰАн·ўХ№ОӘПИҪшөДБ¬РшКҪёЯР§ЖҪПҙ»ъәуҙҰАнөИ№эіМ.ОӘҙЛ¶ФИ«·щГ«ҪнУЎ»ЁФЪЙъІъ№эіМЦРёчПоЦчТӘјјКхЦёұкөДИ·¶Ёј°Па№ШөДУ°ПмТтЛШЧчБЛСРҫҝәНМҪМЦЈ¬НкЙЖәН·ўХ№БЛИ«·щУЎ»ЁГ«ҪнөД№ӨТХјјКхЎЈұҫОДҫНҪ«ЙъІъКөјщЦРөДТ»Р©Ме»бјУТФРрКцЎЈ
1 КФСйІҝ·Ц
1Ј®1ІДБПј°ЦчТӘЙиұё
1.1.1КФСйІДБП
ҙҝГЮГ«ҫӯЙҙ21s Йҙ
ҙҝГЮөШҫӯЙҙ21sЙҙ
ҙҝГЮОі Йҙ21sЙҙ
Г«ИҰұИ1©s6.0Ў«6.2Ј¬320g/m2Л«ГжГ«ҪнІј
1.1.2ЦчТӘЙиұё
Kc7A-IУЎ»Ё»ъ МЁНеЖжХэУЎИҫ»ъРө
№хҙІКҪЖыХф»ъ
SXM-1800РНЧФ¶ҜЖҪ·щЛ®Пҙ»ъ ОЮОэ»ӘКўУЎИҫ»ъРөі§
Рь№ТКҪіӨ»·ИИ·зәжФп»ъ
1Ј®2УЎЕчЗ°ҙҰАн
1Ј®2Ј®1№ӨТХБчіМ
Г«ҪнЕчІјЎъ·мҪУЎъИлёЧЎъНЛЦуЎъЛ®ПҙЎъЖҜ°ЧЎъЛ®ПҙЎъіцёЧЎъЛҰёЙәжФп
1Ј®2Ј®2№ӨТХМхјю
ЦуЖҜ№ӨТХМхјюИз№ӨТХЗъПЯЛщКҫЈ¬ГҝёЧГ«ҪнЕчІј200kgЈ¬ИЬТә2000LЈ¬ФЎұИ1©s10ЎЈ
јУИлЦуБ·јБ
1Ј®2Ј®3№ӨТХҙҰ·Ҫ
(1)НЛЦу№ӨТХЈЁo.m.fЈ©,%
NaOH 18
WFЎ«8810ёЯОВДНјоҫ«Б·јБ 1.4
(2)ЖҜПҙФц°ЧјБ(omf),%
H2O2 1.8
WF-8807СхЖҜОИ¶ЁјБ 1.0
WF-8808тьәП·ЦЙўјБ 0.5
WF-8810ёЯОВДНјоҫ«Б·јБ 0.4
1.2.4јмІв·Ҫ·Ё/ЦКБҝЖАјЫ
(1)ИуКӘРФ:ІвëЧ,Рьҙ№·Ё,30minДЪТәМеөДЙэёЯ¶И
(2)°Ч¶ИЈәZBDРН°Ч¶ИТЗ
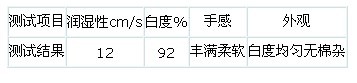
(3)ЦКБҝІвКФҪб№ы
1Ј®2Ј®5ЧўТвКВПо
ЈЁ1Ј©ёчЦЦЦъјБТӘСПёсіЖБҝЈ¬ұЈЦӨГҝёЧІјУГБҝТ»ЦВЎЈ
ЈЁ2Ј©№ӨТХМхјюТӘСПёсҝШЦЖЈ¬ГҝёЧІј№ӨТХјмІйИэҙОЈ¬ІўУРПкПёјЗВјЈ¬ұгУЪёДҪшЎЈ
ЈЁ3Ј©ФЪЙъІъ№эіМЦРёч№ӨРтСПҪы°лЦЖЖ·НПөШЈ¬К№УГөДФЛКд№ӨҫЯТӘёЙҫ»ХыҪаЎЈ
1.3УЎ»Ё№ӨТХ
И«·щУЎ»Ё№ӨТХУліЈ№жУЎ»Ё№ӨТХПаұИҪПЈ¬ЖдЗшұрФЪУЪЧоәуТ»МЧөДНшҝтКЗҪшРРИ«№ОөЧУЎ»ЁЈ¬ЗТ№ОУЎҙОКэКЗ¶ю№О4ҙОЈ¬Жд№ӨТХБчіМҙуЦВОӘЈәЧјұёЎъУЎ»ЁЎъәжФпЎъЖыХфЎъЖҪПҙЎъәжФпЎЈ
1Ј®3Ј®1ФӯәэөчЦЖ
ЖҪНшУЎ»ЁКұЈ¬Й«Ҫ¬Кў·ЕФЪЖҪНшЙПЈ¬КЬөҪ№Оө¶С№БҰКұІЕНё№эЙёНшУЎөҪЦҜОпЙПЈ¬ТтҙЛТӘЗуЙ«Ҫ¬ҫЯУРТ»¶ЁөДБчұдРФЎўНёНшРФј°БјәГөДОИ¶ЁРФЎЈәГөДәэБПФЪУЎЦЖКұДЬұЈіЦҝйГжҫщФИЎўВЦАӘЗеОъЎўПЯМхҫ«ПёөДР§№ыЈ¬МШұрКЗИ«·щУЎ»ЁГ«ҪнЈ¬ёьТӘЗуҫЯУРБјәГөДЛ®ИЬРФЎўҪПёЯөДЦЖәэВКј°БјәГөД№ОУЎРФЎЈҫӯёчЦЦәэБПЧЫәПКФСйЈ¬ЦРРФәЈФеЛбДЖТтЖдјЫёсККЦРЎўРФЦКОИ¶ЁәНёчПоРФДЬУЕБјЈ¬¶шіЙОӘОТі§УЎ»ЁУГәэБПЦ®КЧСЎЎЈ
ФӯәэҙҰ·ҪЈ¬g/L
әЈФеЛбДЖ 45
·АИҫСОS 8
БЧЛбИэДЖ 1
БщЖ«БЧЛбДЖ 1.5
Л® x
pHЦө 7.5Ў«8
ҙтҪ¬Кұјд 4h
ҙтҪ¬ОВ¶И іЈОВ
ПДМмУЙУЪәЈФеЛбДЖТЧұдЦКҙтҪ¬ТӘЙЩҙт,ЛжУГЛжҙтТФ·АЙ«Ҫ¬ұдЦК.
1.3.2ИҫБПСЎФс
И«·щУЎ»Ё№ӨТХҝЙІЙУГ»оРФИҫБПЦұҪУУЎ»ЁЎўНҝБПЦұҪУУЎ»ЁЎў»оРФУлНҝБП№ІН¬УЎ»ЁөИ№ӨТХЎЈФЪГ«ҪнЦҜОпЙПЈ¬ҙу¶аІЙУГ»оРФИҫБПЎЈҝјВЗөҪ»оРФИҫБПУЎЦЖөДЦҜОпФЪәуҙҰАн№эіМКҪЦРИЭТЧВдЙ«әНХҙЙ«Ј¬ЛщТФФЪСЎУГИҫБПКұұШРлИ«ГжҝјВЗЎЈУҰСЎУГИЬҪв¶ИёЯЈ¬№МЙ«ВКёЯЈ¬ТЧПҙРФәГөДИҫБПЈ¬Т»°гУҰҫЯұёТФПВРФДЬЈә
ЈЁ1Ј© ИҫБПұШРлҫЯУРёЯөД№МЙ«ВКәН·ҙУҰЛЩВКЎЈ
ЈЁ2Ј© УҰУРУЕБјөДА©ЙўЎўЙшНёЎўҫщИҫРФДЬЈ¬І»ТЛСЎУГДіР©ТтИҫБП·ЦЧУҪб№№¶шТэЖрДЪҫЫБҰҪПҙуөДЖ·ЦЦЈ¬ТФГвФміЙҙуҝйГж»ЁРНТтИҫБПҫщИҫРФІо¶ш·ў»ЁЎЈ
ЈЁ3Ј© УҰУлЖдЛыИҫБПУРУЕБјЖ·ЦЦөДЕдОйРФЈ¬ТФАыЖҙЙ«КұДЬІъЙъҫщТ»өДЙ«өчЈ¬ОӘҙЛУҰҫЎБҝІЙУГН¬Аа»оРФ»щНЕөДИҫБППаЖҙЈ¬ТФұЈЦӨ·ўЙ«ҫщФИЎЈ
ҙУТФЙПјёёц·ҪГжАҙҝҙЈ¬№ӨТХҙҰ·ҪЦРСЎУГөДИҫБПЈ¬ЖдЕдОйРФУҰБјәГЈ¬јҙҫЯУРПаҪьөДЗЧәНБҰЎўА©ЙўЛЩВКәН·ҙУҰРФЈ¬¶ФУЪјёёцұИҪПГфёРЎўСХЙ«ЙоЗіәНЙ«№вИЭТЧІъЙъЖ«АлөДЙ«ПаЈ¬ИзҝЁЖдЙ«ЎўЧШЙ«ЎўВМЙ«әНІШЗаЙ«өИЈ¬ОТі§ёщҫЭі§ЧУАпөДҫЯМеЗйҝцУЕСЎҙҰ·ҪЈ¬Іў¶ФСЎ¶ЁөДЖҙЙ«ИҫБПЈ¬УРХл¶ФРФөДПа¶Ф№М¶ЁК№УГЈ¬ТФЖ«әм№вөДЙоІШЗаОӘАэЈәИф°ҙҙ«НіЕдЙ«АнВЫЖҙЙ«Ј¬УҰТФА¶Й«ОӘЦчЙ«Ј¬әм№вөДТэИлҝЙСЎФсА¶№вәм»тЗаБ«ОӘёЁЙ«Ј¬¶шІ»ТЛСЎУГҙуәмЙ«ОӘёЁЙ«Ј¬
іЈУГҙҰ·Ҫ/g/L
әЪK-BR 18
А¶K-GRS 3.5
ЧПK-3R 6
ө«КөјКЙъІъЦР·ўПЦ,ёГҙҰ·ҪНщНщ»бУРЙ«№вЖ«АлөДЗйҝціцПЦ
УЕСЎәуҙҰ·Ҫg/L
ІШЗаPNG 18
»ЖPN-GR 1.8
әмP-8B 6
ЛдИ»ҙҰ·ҪЦРТэИлБЛІ№Й«,ө«УЙУЪИҫБПЕдОйРФәГ,јхЗбБЛЙ«№вЖ«әмЎўЖ«А¶өДҝЙДЬРФЈ¬ФЪКөјКЙъІъКұұнПЦіцУЕБјөДЙ«№вОИ¶ЁРФЎЈ
1.3.3өчЦЖЙ«Ҫ¬
ЖҪНшУЎ»ЁКұЈ¬Й«Ҫ¬Кў·ЕФЪЖҪНшЙПЈ¬КЬөҪС№БҰКұІЕНё№эЙёНшУЎөҪЦҜОпЙПЈ¬ТтҙЛТӘЗуЙ«Ҫ¬УҰҫЯУРТ»¶ЁөДИуКӘРФЎўХіЧЕБҰЎўДЪҫЫБҰЈ¬ФЪКЬБҰЗйҝцПВЈ¬Й«Ҫ¬ТӘУЎіцНкХыҫщФИөД»ЁОЖЈ¬јИТӘУРТ»¶ЁБч¶ҜРФЈ¬ДЬҪшИлЦҜОпЧйЦҜјдП¶Ј®УЦТӘУРТ»¶ЁХі¶ИЈ¬І»ДЬ№эУЪЙш»ҜЎЈЙ«Ҫ¬өДХі¶ИН¬ҪнЕчөДГ«Пё№ЬР§УҰЎўГ«ИЮіӨ¶МЎўҙЕ°фЎўҙЕБҰөДСЎФсЎўЛҝНшДҝКэөДСЎФсҫщПа№ШЈ¬ҝЙёщҫЭІ»Н¬МхјюККөұөчҪЪЙ«Ҫ¬Хі¶ИЈ¬ө«УҰЧўТвЙ«Ҫ¬Хі¶ИМ«РЎЈ¬Й«Ҫ¬ФЪОҙКЬС№ЗйҝцПВҫН»бЙшНёөҪЦҜОпЈ¬ФміЙ»ҜЙ«ЎЈХі¶ИМ«ҙуЈ¬ФтҙЕ°ф№ц¶ҜКЬөҪөДЧиБҰМ«Ј¬ДСТФЛіАыЙъІъЎЈУЎ»ЁәэБПөДСЎФсТӘҝјВЗ¶а·ҪГжөДТтЛШЈ¬¶шУРР©ТтЛШКЗ»ҘПаГ¬¶ЬәНЦЖФјөДЈ¬ИзУЎНёРФЈ¬ёшЙ«БҝЎўіЙұҫөИЈ¬ёчі§УҰёщҫЭЧФјәөДКөјКЗйҝцСЎФсЎЈОТі§СЎУГәЈФеЛбДЖЧчФцінәэБПЈ¬ТтЖдјЫёсККЦРЈ¬РФЦКОИ¶ЁЈ¬УҰУГЖХұйЎЈ
ФӯҪ¬ЕдЦЖЈә
Ед·ҪЈә Л® 45
ДтЛШ l0
әЈФеЛбДЖ 3
·АИҫСО 1
ҙҝјо 3
ФцінјБ 5
ИҫБП x
ФЩјУЛ®ЦБ 100
өчЦЖ·Ҫ·ЁЈәПИ·ЕЛ®ЎўДтЛШЎў·АИҫСОЎўәЈФеЛбДЖЈ¬ёЯЛЩҪБ°и(3400ЧӘЈҜ·Ц)25·ЦЦУЈ¬ФЩјУҙҝјоәНФцінјБЈ¬І№ідЦБЛ®БҝЈ¬ҪБ°и5·ЦЦУЈ¬ҙэУГЈ¬Иф·ЕЦГКұјдҪПіӨЈ¬УҰҪБ°иҫщФИәуФЩУГЎЈ
Й«Ҫ¬ЕдЦЖЈәіЖИЎ№ж¶ЁБҝөДИҫБПЈ¬јУИлККБҝДтЛШЦъИЬЈ¬УГ95ЎжТФЙПИИЛ®ИЬҪв(Л®БҝОӘЙ«Ҫ¬ЧЬБҝөД10%ЧуУТ )Ј¬НкИ«ИЬҪвәу№эВЛИл№ж¶ЁБҝөДФӯҪ¬ЦРЈ¬ҪБ°иҫщФИјҙҝЙК№УГЎЈОӘ·АЙ«Ҫ¬ЦРҙжФЪҝЕБП»тФУЦКЈ¬Й«Ҫ¬УЎЦЖЗ°УҰУГЙёНш№эВЛЎЈ
1.3.4Ј®УЎЦЖ
УЎЦЖ№эіМЦР»Ё°жөДЕЕБРЛіРтЎўҙЕ°фөДСЎФсЎўҙЕБҰөДөчҪЪЎўЖӨҙшөДПҙҫ»іМ¶ИөИМхјюЈ¬ЦұҪУУ°ПмөҪУЎ»ЁР§№ыЎЈ
(1)ЕЕ°жЛіРт
ЕЕ°жКұЈ¬јИТӘҝјВЗ¶Ф°ж·ҪұгЈ¬УЦТӘҝјВЗөҪөюУЎР§№ыЈ¬ТФј°·АЦ№НП°жЎўНПЙ«ЎЈёщҫЭКөјщҫӯСйЈ¬ОТГЗөДЕЕБРЛіРтТ»°гОӘЈә
AЈ®ПИУЎөгПЯЈ¬әуУЎҝйГжЈ¬ЧоәуУЎВъөШ(ТЧ¶Ф°ж)
BЈ®ПИУЎРЎГж»эЈ¬әуУЎҙуГж»э(·АЦ№НП°жЎўНПЙ«)
CЈ®ПИУЎЗіөӯЙ«Ј¬әуУЎЙоЕЁЙ«(·АЦ№НП°жЎўНПЙ«)
DЈ®ПИУЎөҘЈ¬әуУЎЦШөю(·АЙш»Ҝ№эөШ)ЎЈ
Н¬КұЈ¬ФЪҝЙДЬөДЗйҝцПВЈ¬ҫЎБҝјдёфЕх°жЈ¬ІўК№јдёфҫЎБҝјУҙуЈ¬ХвСщЧцУРБҪёцәГҙҰЈә(1)ҝЙј°Кұ№ЫІмУЎЦЖР§№ыЈ¬ј°КұөчХыЈ»(2)јдёф¶аЈ¬ҝЙК№Й«Ҫ¬ЙФёЙЈ¬јхЙЩНП°жЎўНПЙ«ПЦПуЎЈ
(2) ҙЕБҰөДСЎФс
ҙЕ°фјҙҪрКф№ОҪ¬№хЈ¬ҪШГжОӘФІРОЈ¬ҝҝЖӨҙшПВөДөзҙЕМъҙш¶Ҝ¶ш№ц¶ҜЈ»ҝЙҝҝёДұдҙЕ°фұҫЙнЦШБҝәНЦұҫ¶АҙөчҪЪёшҪ¬БҝәНУЎНёРФЈ¬ТІҝЙјУҙуҙЕіЎЗҝ¶И(јҙҙЕБҰ)МбёЯУЎНёРФЎЈОТі§К№УГөДУЎ»Ё»ъҙЕБҰУРЖЯј¶ҝЙөчЈ¬ҙЕ°ф№жёсОӘ12Ў«25mmЎЈ
ёщҫЭ»ЁРНСЎФсИзПВұн:

ЈЁ3Ј©УЎәујУ»Ё
УЙУЪГ«ҪнБҪұЯөДұЯЧУЈ¬БҪ¶ЛөДЖҪІјЈ¬ЖдЧйЦҜІ»Н¬Ј¬әс¶ИТІІ»Н¬Ј¬УЦУЙУЪГ«ҪніЯҙзөДІ»ОИ¶ЁЈ¬І»Т»¶ЁДЬИ«ІҝУлУЎ»Ё»ъөД¶ҜіМПаОЗәПЈ¬ОӘ¶ФЧј»ЁО»Ј¬УРКұРиХЫөюЖрРЎ¶ОЖҪІјЈ¬ХвСщҫНФміЙБЛУЎНк№ОөЧәуіцПЦөДУЎІ»ЧЕөД°Ч°ЯЈ¬ұШРлФЪәуіөН·БҪұЯёчУГЕЕЛўј°КұСёЛЩөШФЪГ«ҪнҪшИләжПдЗ°ҪшРРІ№Ҫ¬РЮЙЙЎЈ
(4) ЖӨҙшЗеПҙј°ЙПҪә
И«№ОөШУЎ»ЁөДВъөШЙ«Ҫ¬УЎөҪГ«ҪнНвұЯЈ¬»бУРҙуБҝИҫБПХіЧЕФЪЖӨҙшЙПЈ¬ТӘТФ№Оө¶ЎўГ«ЛўәНЕзБЬЧ°ЦГЗеПҙЎЈҝЙөчҪЪ№Оө¶ј°Г«ЛўөДёЯөНЈ¬И·ұЈЗеПҙёЙҫ»Й«Ҫ¬Ј¬Іў№ОёЙЛ®ЧХЎЈИз№ыЖӨҙшҙшЛ®Ј¬ФтҪәЛ®І»№»Ј¬ДСТФёҪЧЕГ«ҪнЈ»БнНвГ«ҪнХҙЛ®іұКӘЈ¬УЎәуЙ«Ҫ¬ИЭТЧЙш»ҜәН№эөШЎЈ
1.4 әуҙҰАн
1.4.1әжёЙәНЖыХф
УЎ»ЁәуөДГ«ҪнұШРлід·ЦәжёЙЈ¬әжёЙР§№ыЦұҪУУ°ПмУЎ»ЁЦКБҝЎЈИфәжІ»ёЙЈ¬ТЧФміЙНПЙ«ЎўХҙЙ«өИҙГІЎЈ»әжёЙІ»ҫщФИЈ¬Хф»ҜКұ·ўЙ«іМ¶ИІ»Т»СщЈ¬»бФміЙЙ«О®,әжёЙКұЈ¬Й«Ҫ¬ЦРөД»оРФИҫБПәНПЛО¬ЦРөДфЗ»щФЪјоРФМхјюПВ·ҙУҰЈ¬ҙпөҪҫЦІҝ№МЙ«Ј»ЖыХфКұЈ¬АдЦҜОпјУИИОьКХХфЖыөДАдДэЛ®Ј¬К№ИҫБПИЬҪвЈ¬ПЛО¬ИЬХНЈ¬ИҫБП·ЦЧУА©ЙўҪшИлПЛО¬ДЪІҝЈ¬ІўФЪПЛО¬ДЪІҝЦШРВЕЕБРЈ¬ҙУ¶шХэіЈ·ўЙ«Ј¬ұнПЦіцПКСЮөДЙ«ФуЎЈәжёЙКұЈ¬ОВ¶ИІ»ТЛ№эёЯЈ¬ОВ¶И№эөН»тКұјдМ«¶МФтОЮ·ЁәжёЙГ«ҪнЈ¬ТІОЮ·ЁөГөҪХэіЈЙ«ФуЎЈЖыХфКұЈ¬Хф№ЮДЪУҰұЈіЦТ»¶ЁКӘ¶ИЈ¬ТФК№ИҫБПИЬҪвЈ¬ПЛО¬ИЬХНЈ»ө«ИфКӘ¶И№эҙуЈ¬ИҫБП·ЦЧУ»б·ўЙъУҫТЖЈ¬ХҙОЫГ«ҪнЎЈУҰТФОЮЛ®өОөОФЪГ«ҪнЙПОӘТЛЎЈХф№ЮГЬ·вТӘәГЈ¬·сФтЈ¬С№БҰЎўОВ¶ИОЮ·ЁҙпөҪТӘЗуЈ¬ФміЙЙ«О®ЎўЙ«°өЎЈ
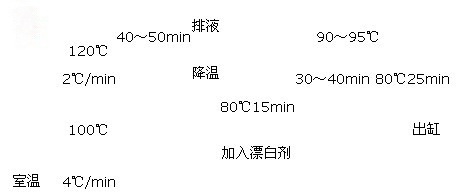
әжёЙУлЖыХфМхјюИзПВ:
1.4.2ФнЦуЛ®Пҙ
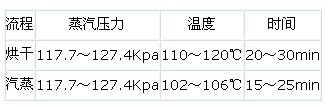
ЖыХфәуөДГ«ҪнұШРлј°КұЛ®ПҙЈ¬¶шТ»°гРФИҫБПөД№МЙ«ВКЦ»УР5O% ЧуУТЈ¬Оҙ№МЙ«өДИҫБПФЪПҙөУКұИЬВдөҪПҙТәЦРЈ¬ТЧұ»ПЛО¬ОьёҪ¶шХҙЙПЦҜОпЈ¬ТтҙЛЈ¬УҰҫЎБҝҪөөНПҙТәЦРөДИҫБПЕЁ¶ИЈ¬УГҙуБҝАдЛ®іеПҙЈ¬И»әуИИЛ®ПҙЎўФнЦуЎўЛ®ПҙЎЈ¶ФЙоЕЁЙ«өДВъөШУЎ»ЁГ«ҪнЈ¬Л®ПҙКұіеЛ®БҝТӘККөұјУҙуЈ¬ТФЗеіэГ«ҪнЙПөДҙуБҝёЎЙ«әНҪ¬БПЈ¬И»әуФнЦуЎўЛ®ПҙЎЈОТі§ІЙУГЖҪПҙ»ъҪшРРУЎ»ЁәуҙҰАнЎЈЖд№ӨТХБчіМИзПВЈә
ҪюФюАдЛ®Ўъ60ЎжОВЛ®ПҙЎъіЈОВЛ®ПҙЎъіЈОВЛ®ПҙЎъТ»98Ў«l00 ЎжФнЦујУ°ЧЎъ 98Ў« 100ЎжФнЦујУ°ЧЎъ60ЎжОВЛ®ПҙЎъіЈОВЛ®ПҙЎъіЈОВЛ®ПҙЎъ ФюЛ®Ўъ98Ў«l00ЎжФнЦујУ°Ч 98Ў«100ЎжФнЦујУ°ЧЎъ60ЎжОВЛ®ПҙЎъіЈОВЛ®ПҙЎъФюЛ®іцГ«ҪнЎъәжФп
ФнЦујУ°ЧҙҰ·ҪЈ¬g/L
·КФн 3
209ҫ»ПҙјБ 3
БЧЛбИэДЖ 0.15
Фц°ЧјБVBL 0.05
·АХҙОЫјБ 0.2
іөЛЩТ»°гУЎ»ЁГ«Ҫн12m/min,И«·щУЎ»ЁГ«Ҫн8m/min.
1.4.3әжФп
әжФп№ӨТХМхјюОӘЈәОВ¶И95Ўж Ј¬Кұјд2minіөЛЩ8Ў«l0m ЈҜmin.ОТГЗі§КЗІЙУГөДОЮХЕБҰәжФпЈ¬¶ФёДҪшГ«ЎўФЎҪнөДҙҘёРЎўЕоЛЙ¶ИәНГ«ИҰөДХыБР¶И¶јУРБјәГөДР§№ыЈ¬К№Г«ҪнҫЯУРИбИнЎў·бВъөД·зёсЎЈ
2 іЈјыҙГөг·ЦОцУл¶ФІЯ
2.1ВЦАӘІ»ЗеОъ
ЈЁ1Ј©ІъЙъФӯТтЈәЙ«Ҫ¬ҪППЎЈ»јУБПМ«¶аЈ»Г«Р§ҪПІоЈ»УЎЕчә¬іұҙуЈ»Й«Ҫ¬¶ВИыНшҝЧЎЈ
ЈЁ2Ј©ҙлК©Ул¶ФІЯЈәҝШЦЖЙ«Ҫ¬әсПЎККЦРЈ¬И«№ОҪ¬БП90өО/sЖдУа»ЁО»Ҫ¬БП60өО/sҫ«ПёПЯМхОДЧЦНј°ёөДҪ¬БП45өО/sЈ»јУБП№ӨТӘЗЪјУБПЙЩјУБПЈ»јУЗҝНЛҪ¬Ј¬МбёЯëЧЈ¬УЎЕчі№өЧәжёЙЈ»Й«Ҫ¬№эВЛК№УГЎЈ
2Ј®2В¶өЧ
ЈЁ1Ј©ІъЙъФӯТтЈәНш°ж¶ВИы»тМ«ГЬЈ»Й«Ҫ¬јУБПІ»ј°КұЈ¬ёЙ°жЈ»Й«Ҫ¬Хі¶ИМ«ҙуЈ»ҙЕ°фС№БҰІ»№»ЎЈ
ЈЁ2Ј©ҙлК©Ул¶ФІЯЈәәПАнСЎУГЙёНшРНәЕЈ¬Й«Ҫ¬№эВЛК№УГЈ»ЧЁИЛёәФрјУБПЎЈөчЦЖККөұХі¶ИЙ«Ҫ¬Ј»јУЗҝҙЕ°фС№БҰЈ¬өҜРФЎЈ
2.3ЙшЙ«
ЈЁ1Ј©ІъЙъФӯТтЈәУЎЕчә¬іұВКёЯЈ¬МЁГжЙПУРЛ®°ЯЈ»Й«Ҫ¬ПЎЈ¬Хі¶ИІоЈ»ҙЕ°фС№БҰ№эҙуЈ»Нш°ж№М¶ЁІ»АОЈ»іөјдОВ¶ИМ«ёЯ
ЈЁ2Ј©ҙлК©Ул¶ФІЯЈәУЎЕчУҰәжёЙЈ»НкәГЛ®ПҙЧ°ЦГЈ»өчХыЙ«Ҫ¬әс¶ИУлХі¶ИЈ»ёщҫЭІ»Н¬Ҫ¬БПСЎУГІ»Н¬ҙЕ°фЈ»Нш°ж№М¶ЁТӘАОЈ¬Вд°жТ»ЦВЈ»ҝШЦЖіөјдОВ¶ИІ»ТЛМ«ҙуЎЈ
2.4өЧЙ«І»ҫщ
ЈЁ1Ј©ІъЙъФӯТтЈәНшЛҝСЎУГІ»өұЈ»Й«Ҫ¬РФДЬІ»әПТӘЗуЈ»Й«Ҫ¬ҪБ°иЙППВІ»ФИЈ»ҙЕ°фСЎУГЎўК№УГІ»ККөұЈ»УЎЕчЗ°ҙҰАнІ»ФИЎЈ
ЈЁ2Ј©ҙлК©Ул¶ФІЯЈәәПАнАнЛҝНш,ұБНшҫӯОіХЕБҰТ»ЦВ;әПАнСЎУГЙ«Ҫ¬Хі¶И;Й«Ҫ¬ЕдЦЖЙППВҪБ°иҫщФИ;әПАнСЎУГК№УГҙЕ°ф;УЎЕчҙҰАнҫщФИТ»ЦВЎЈ
2.5КЦёРҪПУІ
ЈЁ1Ј©ІъЙъФӯТтЈәУЎЕчЗ°ҙҰАнІ»ҫЎ;УЎҪ¬Хі¶ИМ«ҙу,ДСТФИҘіэ;ЦШөю°жМ«¶аЈ»
ЈЁ2Ј©ҙлК©Ул¶ФІЯЈәУЎЕчЗ°ҙҰАнід·ЦИҘіэФУЦКЈ»СЎУГККЦРХі¶ИөДҪ¬БПЈ»ГиНјЧўТвЦШөюЙ«ТӘЙЩЈ»№ОҪ¬ЎўКХҪ¬ТӘҫ»Ј»јУЗҝәуҙҰАнЈ¬ТӘЗуҫщФИТ»ЦВЎЈ
АҙФҙ: УЎИҫФЪПЯ
