 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

【集萃网观察】染料上染百分率b(%)一(剥色液浓度a X体积/试样的质量m×3%)X100
2 实验结果与分析
2.1 涤/棉混纺织物的上染百分率
涤/棉混纺织物的染料上染百分率测试值见表1。其中A、B、C、D代表该组分染色时所用的染料:A组分――分散橙+活性紫KNB;B组分――分散嫩黄+活性蓝KNG;C组分一分散橙+活性K-6G黄;D组分――分散嫩黄+活性K3B。I、Ⅱ分别代表该组分中的染料类型:I代表活性染料,Ⅱ代表分散染料。表中试样质量是指单纤维的质量。
从表1可看出,对分散染料上染,一浴一步法染色的上染率明显高于二浴法。其原因可能是大多数分散染料分子中的酯基、酰胺基、氰基等基团,在碱性和高温条件下发生了水解或被破坏,使染料发生了变色或褪色。而二浴法中分散染料长期处于碱性环境中,使分散染料水解程度大大高于一浴法,因此相应地一浴法的染料上染率高于二浴法。所以,染色pH值是它们染色条件的主要差别之一。
对活性染料上染率,二浴法高于一浴法,其原因可能是二浴法的染色温度较接近活性染料的染色温度。而一浴法染色中K型活性染料可能受分散染料的影响,水解较少,所以染料的上染率较高。在一浴法染色中K型的上染率高于KN型的,其原因可能是K型活性染料属于高温型,而KN型染料则属于中温型,而实际染色温度大大高于KN型活性染料所要求的染色温度,即比较接近K型。这样,KN型活性染料的水解程度明显大于K型的,从而降低了它对纤维的亲合力。
分散染料的上染率大大高于活性染料,其可能原因是:(1)染色温度的影响。实际染色温度基本高于分散染料的染色温度,使得染料上染率增高。而此温度却远高于活性染料的染色温度,使得染料在高温下的水解加速,固色率降低,上染量下降。(2)分散染料对棉的严重沾色也是影响实验结果的重要方面,因为分散染料对棉的沾色是一个普遍存在的问题。

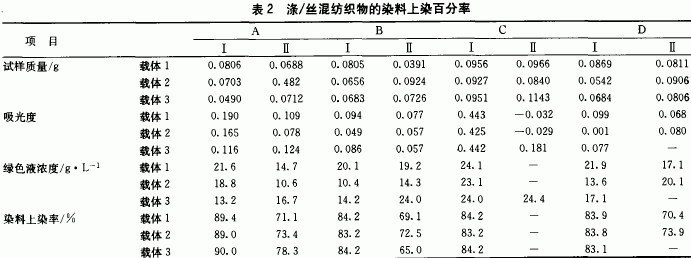
2.2 涤/丝混纺织物的上染百分率
涤/丝混纺织物的染料上染百分率测试值见表2。其中A、B、C、D和I、Ⅱ代表对象同表1。载体1、2、3分别代表三种不同的载体:载体1为1.4一对苯二酚;载体2为N.N一二甲基苯胺;载体3为甲苯酚。从表2可看出,活性染料的上染率明显增加(与涤/棉相比),其可能原因是:(1)载体法染色属于浸染,热溶法属于轧染,轧染有利于染料上染,故丝的上染量大大高于棉,所以丝的固色率高于棉。(2)染色温度的影响。热溶法实验中染色温度(预烘温度)远高于活性染料,基本在染料要求的染色温度范围内,故上染率高,水解少,再加上长时间的碱性固色,故染料固色率提高。
对分散染料上染率则有所下降。其可能原因是:(1)染色温度过低,未达到分散染料所要求的染色温度(加入载体后的染色温度),使得分散染料的上染量减少,从而影响了染料上染率。(2)长时间碱剂的影响,使得染料的水解加速,染料的水溶性增加,故上染率下降。
从表2还可看出,不同载体对染料的影响不够明显。
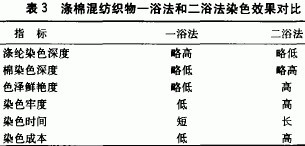
3 试验结果对比
综合分析对比一浴法和二浴法,两者的主要差别见表3。
4 结论
(1)实验较为成功地验证了一浴一步法节能高效的特点,染色效果较为满意。
(2)通过选择染料、升温曲线、pH值等,获得了分散/活性一浴一步法染色较佳工艺为:温度12O~130℃,碱剂Na3PO4 15g/L,染色pH值9~10,染料用量3%(ow1)。
(3)通过选择载体、pH值、碱剂、染料等,获得了载体一浴法染涤/丝的推荐工艺为:染色温度9O~100℃,碱剂Na3PO4 15g/L,染料用量3%(owf)。
(4)从一浴两步法来看,两种染料上染也是先后上染到纤维上去的,其中pH值能影响染料的各种染色性能。如用一种助剂,通过控制溶液的pH值,能分别得到分散、活性染料最佳上染条件,实现先后上染。加入助剂可使操作简便。
