手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

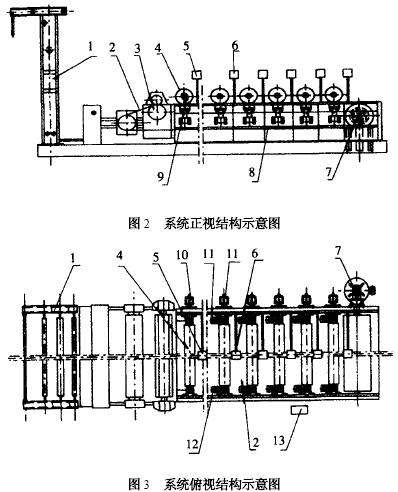
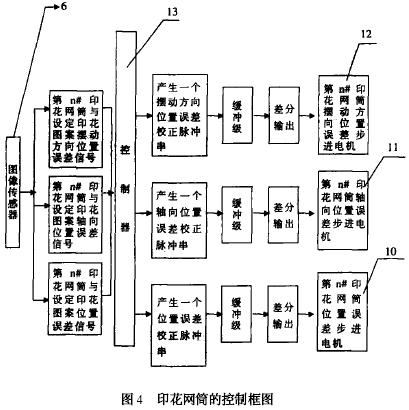
【集萃网观察】2.3 系统采取的技术方案[4 ] 本系统包括导布架、机架、印花导带、传动机构和多个印花网筒构成的套色机构,以及设置在各印花网筒内的给浆机构等。 从第2个印花网筒开始的各印花网筒的后部,位于印花导带上部至少装有一个图像传感器,还具有一控制器( PC 机或工控机) 。控制器包括输入端、输出端和图像处理单元,控制器的输入端与图像传感器的输出端连接,控制器的输出端与第2个印花网筒后部的各印花网筒的驱动电机连接。控制器的处理单元对图像传感器所检测的印花图案进行对比处理后,输出信号控制驱动电机动作,调节各印花网筒的转角位置。控制器的输出端还与使印花网筒轴向移动的电机和使印花网筒轴向摆动的电机连接,通过控制器调节各印花网筒的轴向位移与摆动位置。 本系统采用上述技术方案后具有如下优点, (1) 结构合理、可靠。本系统从第2 个印花网筒开始的各印花网筒后部至少设有一个图像传感器,可通过图像传感器在线实时对织物上印花图案色位进行检测,并及时将被测到的印花图案信号传给控制器,经其处理单元与设定的印花图案进行对比处理,及时将处理后的信号输出,调整印花网筒的转角位置,还可以同时调节印花网筒的轴向位置以及轴向摆动,从而使各印花网筒所印制的套色图案准确,提高了套色印花的精度,实现了在线自动印花图案检验。 (2) 生产效率高,产品合格率大幅度提高。采用此种印花机,可在线实时对印花图案进行检测控制,并及时调整各印花网筒的相对位置,杜绝了织物在印花过程中无论是传动机构中零部件产生的机械磨损,还是对花齿轮松动、导带与印花网筒速度不协调,以及织物在印花导带上的变形等众多因素造成的“错花”、“跑花”现象,对花精度高。这不仅提高了生产效率,大大降低了劳动强度,而且还大幅度提高了产品的合格率。 (3) 方便老机型改造。本系统在不改变原有设备的基础上,仅增加了图像传感器和控制器,与现有的印花网筒驱动机构实现有机结合,使已有圆网印花机也能实现自动对花功能。 3 自动对花系统的具体实施方式 图2 和图3 分别是织物圆网印花机自动对花系统的正视和俯视结构示意图。导布架1 、机架8 、印花导带2 、传动机构7 和多个印花网筒4 构成套色机构,设置在各印花网筒4 内的是给浆机构9 。本系统从第2 个印花网筒4 开始的各印花网筒4 后部,位于印花导带2 上部装有图像传感器6 ,可设置在完成最后一个套色印花网筒4 的后部,也可从第2 个印花网筒4 开始的各印花网筒4 后部设置,或采用间隔装在各印花网筒4 之间。 通过图像传感器6 可在线、分时自动摄取织物上的印花图案,并送至控制器13 中,与控制器13 内设定储存的印花图案的套色色位进行对比处理。图像传感器6 可安装在机架8 的支承架上,或通过其他方式安装在支承架上,其安装位置可前后、左右、上下移动调整。控制器13 可采用带有图像处理单元的PC机或工控机等,其输出端则与第2 个印花网筒4 后部的各印花网筒4 的驱动电机10 连接,能与印花网筒4 的轴向移动电机11和轴向摆动电机12 连接更好。当图像传感器6 将检测到的织物印花图案色位与设定印花图案色位进行对比、判别后,输出信号,对图案色位偏移的印花网筒4 的转角位置进行调整,同时也对印花网筒4 的轴向位移及轴向偏摆位置进行调整,全方位地控制织物上印花图案的套色位置。从而使各印花网筒印在织物上的图案套色达到精准要求,并对印花后的成品织物实现在线自动检验。 图4 为系统的印花网筒控制框图,当系统印花网筒4 的驱动电机10 、轴向移动电机11 和轴向摆动电机12 采用伺服电机或步进电机时,图像传感器6 将检测的印花图案色位偏移的误差信号送至控制器13 内,控制器13 的处理单元则对各位置的误差信号进行计算,产生各位置误差校正的正脉冲串,经缓冲级,差分输出脉冲信号串,对驱动电机10 、轴向移动电机11 和轴向摆动电机12 进行调整,直至各印花网筒4 在织物上的印花图案套色位置准确,达到高精度印花效果为止。 当印花网筒4 的驱动电机10 、轴向移动电机11 和轴向摆动电机12 采用普通微电机时,各微电机上设有反馈装置,图像传感器6 将检测到的印花图案各色位偏移的误差信号送至控制器13 内,控制器13 的处理单元则对各位置的误差信号进行计算后发出电压或电流信号,调节各微电机,微电机也将调节情况通过电机上的反馈装置送至控制器13 内,直至各印花网筒4 在织物上的印花图案位置准确为止。 本系统的印花图案可采用图样直接输入控制器13 内作为设定印花图案,也可把电子分色制网的信息输入控制器13 内作为设定印花图案,或直接把在印花过程中确认的印花图案通过图像传感器送至控制器13 内作为设定印花图案。 本系统可在第1 个印花网筒4 的后部设置图像传感器5 ,将在线摄取的印花图案送至控制器13 内作为套色基准,在线对织物的印花图案进行检测,并通过控制器13 自动处理,及时调节各印花网筒4 在织物上的印花图案套色位置。此方法简单可靠,能提高产品质量和生产效率,大幅度降低劳动强度。 4 结语 基于机器视觉的圆网印花机自动对花系统利用图像传感器在线实时地对印花图案套色位置进行自动检测与控制,不仅极大地减轻了人工检测的劳动强度,而且还显著地提高了产品的检测质量和检测速度,并进一步提高了对花精度。本系统不但为圆网印花机全自动闭环对花系统的设计打下了一个良好的基础,同时还为不少印染企业的研究人员提供了另一条技术开发思路,具有一定的借鉴意义。 参考文献: [1 ] 刘曙光,屈萍鸽,费佩燕. 机器视觉在纺织检测中的应用[J ] . 纺织学报,2004 ,24 (6) :89 - 91. [2 ] 武祥珊. 印花技术的现状与发展[J ] . 印染,2003 , (12) :44 - 47. [3 ] 吕志刚,曹跃进,刘重轩. 新型圆网印花机对花精度检测系统的实现[J ] . 江苏纺织,2003 , (7) : 50 - 52. [4 ] 姜立芳. 工业视觉检查系统中模式识别的研究[D] . 哈尔滨:哈尔滨理工大学,2003.