 КЦ»ъ°жУЎ»ЁНш
КЦ»ъ°жУЎ»ЁНш ОўРЕәЕЈәyinhuashijie
ОўРЕәЕЈәyinhuashijie
јҜЭНУЎ»ЁНш CCEDPW.COM °жИЁЛщУР
E-mailЈәYONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
ФБICPұё09137305әЕ ҝН»§·юОс

ЎҫјҜЭННш№ЫІмЎҝЎҫТэСФЎҝ°ҙХХУЎ»ЁЗ°ЦҜОпөДРОМ¬Ј¬·ДЦҜЖ·УЎ»ЁҝЙ·ЦОӘІјЖҘУЎ»ЁЎўІГЖ¬УЎ»ЁәНіЙТВУЎ»ЁЎЈІјЖҘУЎ»ЁКЗҪ«ХыЖҘІјУЎЙПНј°ёәуФЩҪшРРІГјфЈ»ІГЖ¬УЎ»ЁКЗҪ«·юЧ°ІГјфәуЈ¬ФЪІГәГЙРОҙ·мЦЖөДТВЖ¬УЎ»ЁЈ»іЙТВУЎ»ЁФтКЗ·юЧ°ЦХЙнЦЖәГәуФЩҪшРРУЎ»ЁЎЈҙУ20КАјН80ДкҙъҝӘКјЦБұҫКАјНіхЈ¬·ДЦҜЖ·УЎ»ЁөДёсҫЦіцПЦұд»ҜЈ¬·юЧ°ҫЦЧ°УЎ»ЁөГөҪБЛҝмЛЩөД·ўХ№Ј¬¶шҙ«НіөДЖҘН·УЎ»ЁЈЁісЈ©ИҙПа¶ФПВҪөЎЈХвЦЦұд»ҜөДУРБҰЦӨҫЭКЗЈ¬ОТ№ъ·ДЦҜЖ·іцҝЪҪб№№ұд»ҜЈәУЎ»ЁіЙТВөДіцҝЪФЪХвёцКұЖЪАпјұҫзЙПЙэЎЈИ»¶шЈ¬ОТ№ъУЎ»ЁІјөДІъБҝТАИ»ДкДкҙҙРВёЯЈ¬ДҝЗ°ОТ№ъөДУЎ»ЁІјІъБҝХјИ«Зт30%ТФЙПЈ¬°БҫУКАҪзКЧО»ЎЈ¶шҫНХыёц·ДЦҜЖ·УЎ»ЁРРТөөД·Э¶оАҙЛөЈ¬іЙТВУЎ»ЁЛдИ»·ўХ№ЙсЛЩЈ¬ө«ТІХјІ»өҪХыёцУЎ»ЁРРТөІъБҝөД10%ЎЈУЎ»ЁІјөД·ўХ№ПаұИҪП¶шСФГ»ДЗГҙЙсЛЩЈ¬ИҙПФИ»ОИҫУРРТөІъБҝөДКЧО»Ј¬КЗ·ДЦҜЖ·УЎ»ЁРРТөөДЗжМмЦщЎӯЎӯ
Т»ЎўУЎ»ЁІјФЪөНЛЩ·ўХ№ЦРХјУРЕУҙуөДІъТө·Э¶о
¶юК®КАјНД©ФЪИ«Зт·ДЦҜІъТөБҙЦРЈ¬КЬКРіЎКұЙРөДРиЗуУ°ПмЈ¬·ДЦҜәНИҫЙ«ЙъІъБҝУРБЛЙПЙэЗчКЖЈ¬Па·ҙУЎ»ЁІјөДФціӨИҙІъЙъБЛёәГжУ°ПмЎЈҫЭЕ·ЦЮТ»јТЦӘГы№«ЛҫөДҪьБҪДкИ«ЗтөчІйЈ¬И«ЗтУЎ»ЁІјөДІъБҝҪцТФГҝДк1ЈҘөД»әВэЛЩ¶ИФціӨЈ¬ХвТ»ФціӨЛЩ¶ИФЪИ«Зт·¶О§ДЪёчөШІоұрәЬҙуЈ¬Е·ЦЮәНГА№ъҪ«Іҝ·ЦЙъІъЧӘТЖЦБСЗЦЮәНЦР¶«өШЗшЈ¬МШұрКЗСЗЦЮөШЗшИФИ»КЗёЯЛЩФціӨЈ¬·ҪРЛОҙ°¬ЎЈҫЭНіјЖЈ¬2001ДкИ«ЗтУЎ»ЁІјІъБҝҙп186.8ТЪГЧЈ¬ЖдЦРСЗЦЮХј50ЈҘЈ¬ОчЕ·Хј11ЈҘЈ¬АӯГАХј10ЈҘЈ¬ұұГАХј9ЈҘЈ¬·ЗЦЮХј8ЈҘЈ¬ЦР¶«Хј7ЈҘЈ¬¶«Е·Хј5ЈҘЎЈ
УЙУЪКЬұҫөШҫӯјГІ»ХсәН»·ұЈТӘЗуөДУ°ПмТФј°СЗЦЮәНЦР¶«өШЗшөНјЫУЎ»ЁІјөДС№БҰЈ¬Е·ЦЮәНұұГАУЎ»ЁІјөДІъБҝҙУ1999ДкЦБ2001ДкіцПЦБЛіЦРшПВҪөЗчКЖЎЈОТ№ъ2001ДкУЎ»ЁІјЙъІъ43ТЪГЧЈ¬ФЪСЗЦЮХјБЛКЧО»Ј¬өҪ2004ДкЈ¬ОТ№ъөДУЎ»ЁІјІъБҝТСҫӯҙпөҪ81ТЪГЧЈ¬Н¬ұИФцұИ33%Ј¬өұДкіцҝЪ¶оҙп7.4ТЪГЧЎЈУЎ»ЁІјФЪөНЛЩФціӨөДН¬КұЈ¬јјКхә¬БҝУРБЛГчПФөДМбёЯЎЈҙУҙЦ·ЕРНәНАН¶ҜГЬјҜРНЦрІҪЧӘұдіЙјҜФјРНәНҝЖјјГЬјҜРНөДІъТөЈ¬ЧоН»іцөДКЗНӯ№хУЎ»Ё»ъТСәЬЙЩК№УГЈ¬КЦ№ӨГиёеТІ»щұҫұ»јЖЛг»ъөзДФCADИЎҙъЈ¬АН¶ҜЗҝ¶ИҙуҙујхЗбЈ¬ИЛФұҙуБҝјхЙЩЎЈ
УЎ»ЁІъЖ·КЗЦұҪУГж¶ФПы·СХЯөДПІәГЈ¬КұЙРРФәЬЗҝЈ¬СЎФсРФәЬҙуЈ¬ФЪКРіЎҫӯјГЦРККПъ»тЦНПъЧоОӘГфёРЎЈ¶шХэКЗХвЦЦМШРФЈ¬К№өГіЙТВУЎ»ЁәНУЎ»ЁІјУөУРБЛІ»Т»СщөДҪшРРІҪВДЎЈіЙТВУЎ»ЁәНІГЖ¬УЎ»ЁПа¶ФУЪУЎ»ЁІјЈ¬КфУЪРЎЕъБҝЙъІъАаРНЈ¬ЛьөДҝЙТФБй»о»ъ¶ҜөШЧ·ЦрПы·СХЯөДПІ°®Ј¬іЙТВУЎ»ЁЙхЦБҝЙТФҪшРРПЦіЎУЎ»ЁЎЈУЎ»ЁІјЙнОӘҙ«НіУЎИҫРРТөөДҙуЕъБҝІъЖ·Ј¬ЛьФЪ»ЁРН»ЁЙ«өИәНПы·СХЯПІәГПўПўПа№ШөДФӘЛШЙПЈ¬НщНщКЗЦНәуөДЈ¬ІўЗТЛьОЮ·ЁәНіЙТВУЎ»ЁТ»СщУөУР»ъ¶ҜРФЎЈХвСщТ»АҙЈ¬УЎ»ЁІјЙъІъФЪГж¶ФКРіЎПы·Сұд¶ҜКұЈ¬КЗұ»¶ҜөДЎЈХвЦЦұ»¶Ҝ¶ФТ»Р©УЎ»ЁІјЙъІъЙМАҙЛөЈ¬ЧФИ»¶шИ»»бҙшАҙіе»чЎЈ¶шУЎ»ЁІјЙъІъ¶аКЗҙуЦРРНЖуТөФЪҪшРРЈ¬іЙТВУЎ»ЁәНІГЖ¬УЎ»ЁИҙҝЙКЗёчЦЦ№жДЈөДЖуТөИҙҝЙТФКӨИОөДЈ¬РЎЦБёцМ廧СЧч·»Ј¬ЛщТФәуГжөДСёГН·ўХ№ТІФЪЗйАнЦРЎЈ
ө«УЎ»ЁІјөД¶аУГНҫИҙҫц¶ЁБЛЛьөДРиЗуЦ»ДЬёЯҫУІ»ПВЈ¬ёЯРиЗуФтҫц¶ЁБЛЛьЛдИ»КЗТФөНЛЩ¶И·ўХ№Ј¬ИҙТАИ»КЗТ»ёцҫӘИЛөДІъТө·Э¶оЎЈУЎ»ЁІјөДУГНҫУРИэЦЦЈәУГЧц·юЧ°ГжБПЎўУГЧцЧ°КОУГІјТФј°УГЧц№ӨТөУГІјЎЈ¶ш№ӨТөјјКхөД·ўХ№ФтК№ИЛГЗҝЙТФФЪёчЦЦІДЦКөДІјЖҘЙПҪшРРУЎ»ЁЎЈИфТФІДЦК·ЦАаЈ¬УРЛҝЎўГЮЎўВйЎўГЮВйЎўВйХіЎўЛҝҪхЎўИЛФмГЮЎў»м·ДІјЎўөҜБҰІјЎўөЖРҫИЮөИІДЦКөДУЎ»ЁІјЈ¬ОЮТ»¶шЧгЎЈУРКэҫЭПФКҫЈ¬ФЪСЗЦЮөШЗшЈ¬УЎ»ЁІјУГЧц·юЧ°ГжБПөДұИАэҙп71%Ј¬УГЧцЧ°КОУГІјХј22%Ј¬¶шУГЧц№ӨТөУГНҫҪцХј7%ЎЈЦР№ъКЗөұҪсКАҪзЧоҙуөДТФёчАа·юЧ°ОӘЦчөД·ДЦҜЖ·іцҝЪ№ъЈ¬УЎ»ЁІјөДЙъІъәБОЮТЙОККЗРРТөБҙАпөДЦШТӘТ»»·ЎЈ
¶юЎўУЎ»ЁІјөДТ»°гЙъІъЗйҝц
1.УЎ»ЁІјЧоЦХУГНҫ
ЎЎЎЎУЙУЪИ«ЗтЖыіө№ӨТөәНЖдЛыРВРЛ№ӨТөёҪјУЦөёЯЎўАыИуҙуЈ¬ХвАа№ӨТөУГІјЈЁTECHNICAL TEXTILESЈ©УЎ»ЁІјІ»¶ПА©ҙ󣬶ш2001ДкГжБПЈЁCLOTHINGЈ©әНЧ°КОУГІјЈЁINTERIOR TEXTILESЈ©ВФУРПВҪөЈ¬ЧЫәПИ«ЗтИэАаЧоЦХУГНҫөДұИАэКЗЈәГжБП54ЈҘЈ¬Ч°КОІј38ЈҘЈ¬№ӨТөУГІј8ЈҘЎЈЖдЦРСЗЦЮөШЗшЦчТӘКЗ·юЧ°ГжБПОӘЦчЈ¬ұИАэҪПёЯХј71ЈҘЈ¬АӯГАөШЗшТФЧ°КОІјОӘЦчХј60ЈҘЈ¬ЦР¶«өШЗшТІКЗЧ°КОІјОӘЦчХј72Ј¬ұұГАөШЗшЧ°КОІјИФұЈіЦ50ЈҘЎЈЈЁјыұн1Ј©
ЎЎЎЎұн1. И«ЗтІҝ·ЦөШЗшУЎ»ЁІъЖ·ЧоЦХУГНҫұИАэ

ЎЎ УЙУЪёч№ъЙъ»оЛ®ЖҪәН№ӨТө·ўҙпіМ¶ИІоТмЈ¬№ӨТөУГІјұИАэПа№ШәЬҙуЈ¬ИзұұГА№ӨТөУГІјҙп20ЈҘЈ¬ЖдЛыөШЗшҫщІ»ЛгёЯЈ¬ФЪ5-8ЈҘЦ®јдЎЈОТ№ъ2000ДкЧЫәПИэАаІъЖ·ІвЛгұИАэКЗГжБП67ЈҘЈ¬Ч°КОІј20ЈҘЈ¬ІъТөУГІј13ЈҘЎЈ
2.»ъЦҜЎўХлЦҜУЎ»ЁІјәНОЮ·ДІјұИАэј°К№УГФӯБПЗйҝц
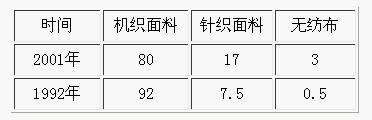
И«ЗтҙУ1992ДкөҪ2001ДкөДК®ДкЈ¬ХлЦҜГжБПәНОЮ·ДІј¶јУРәЬҙуФціӨЈ¬¶ш»ъЦҜГжБППВҪөәЬҙуЈ¬јёәхјхЙЩБЛ12ЈҘЎЈУИЖдКЗОчөВХлЦҜГжБПөДКРіЎ·Э¶оҙп22ЈҘЈ¬ұИИ«ЗтХлЦҜГжБПЖҪҫщ17ЈҘ»№ёЯіц5ЈҘЎЈЈЁјыұн2Ј©
ұн2. И«Зт»ъЦҜЎўХлЦҜГжБПЎўОЮ·ДІјұИАэ
И«Зт2001ДкГЮПЛО¬ГжБПИФКЗУЎ»ЁІјЦРұИАэЧоёЯөДХј54ЈҘЈ¬ҫЫхҘПЛО¬ГжБПУЙУЪПЛО¬ЦКБҝЎўЖ·ЦЦЎўРФДЬІ»¶ПҝӘ·ўәНёДҪшЈ¬ТтҙЛИФХјУРПаөұёЯөДұИАэХј22ЈҘЈ¬ХіҪәПЛО¬ГжБП2001ДкәН1997ДкұИЈ¬Г»УР¶аҙуұд»ҜЈ¬»щұҫ¶јКЗ7ЈҘЈ¬ө«КЗәН1994Дк13ЈҘПаұИЈ¬ПВҪөБЛ5ЈҘЎЈЈЁјыұн3Ј©
ұн3. И«ЗтЦҜОпУГПЛО¬ФӯБПұИАэЈҘ
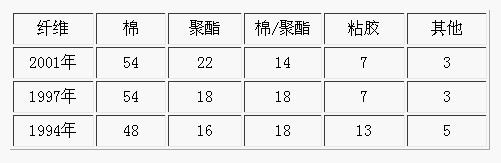
ЎЎЦР¶«өШЗшХіҪәПЛО¬ј°ЖдіӨЛҝҪ»ІўҪ»ЦҜөДЦҜОпХјУРәЬёЯұИАэОӘ23ЈҘЈ¬і¬№эИ«ЗтЖҪҫщ7ЈҘөДЛ®ЖҪЈ¬ХвЦЦХіҪәПЛО¬ГжБПФЪ¶«Е·КРіЎТІәЬЗОұИАэҙп21ЈҘЈ¬Па·ҙХвР©өШЗшҫЫхҘПЛО¬ЦҜОпК№УГВКИҙІ»ёЯЈ¬ЦР¶«өШЗшОӘ5ЈҘЈ¬¶«Е·ОӘ12ЈҘЎЈ
ЎЎ 3.УЎ»ЁІј·щҝн
ЎЎЎЎИ«ЗтУЎ»ЁІјіЙЖ··щҝнЖҪҫщ177АеГЧЈ¬Цё128АеГЧЦБ185АеГЧЈ¬ХвАа·щҝнОӘКэБҝЧо¶аХј78ЈҘЈ»185АеГЧЦБ240АеГЧХј9ЈҘЈ»240АеГЧЦБ320АеГЧХј13ЈҘЎЈСЗЦЮөШЗшТФЦР№ъОӘҙъұн177АеГЧХӯ·щКэБҝЧо¶аЈ¬ЦчТӘКЗСЗЦЮөШЗшТФ·юЧ°ГжБПОӘЦчЈ»ЦР¶«өШЗшТФЧ°КОУЎ»ЁІјОӘЦчЈ¬ТФ°Н»щЛ№М№ОӘҙъұнЈ¬280АеГЧЦБ320АеГЧФјХј90ЈҘЎЈЛщТФ·щҝнКЗәНЧоЦХУГНҫУР№ШЈ¬ҙУИ«ЗтҝҙЧЬөДЗчКЖҪсәуҪ«»әВэөШПтА«·щЧӘ»ҜЎЈ
ЎЎ4. ГҝТ»ёц»ЁСщөДЙ«О»әНГҝТ»Й«О»өДУЎЦЖКэБҝ
ЎЎЎЎИ«ЗтЖҪҫщТ»ёц»ЁСщКЗ6МЧЙ«Ј¬ұұГАәНОчЕ·өДМЧЙ«КэИҙФЪјхЙЩЈ¬ИзұұГА1994ДкЖҪҫщОӘ7.9МЧЙ«Ј¬ЦБ2001ДкТСҪөЦБ5.9МЧЙ«Ј»ОчЕ·1994ДкЖҪҫщОӘ6.9МЧЙ«Ј¬ИзҪсТІҪөЦБ5.9МЧЙ«ЎЈЗЎЗЎПа·ҙАӯ¶ЎГАЦЮҙУ1994ДкөД5.1МЧЙ«ФцЦБ2001ДкөД5.9МЧЙ«Ј¬Ф¶¶«ёьКЗҙУ1994ДкөД6МЧЙ«ФцЦБ2001ДкөД7.3МЧЙ«ЎЈЦчТӘКЗФ¶¶«әНАӯ¶ЎГАЦЮөШЗшТФіцҝЪОӘЦчЈ¬ТӘВъЧгҪшҝЪөШЗшҝН»§Ч·Зу¶а»ЁСщәНРЎЕъБҝөДРиЗуЈ¬ҫНөГКЗВт·ҪКРіЎЛөБЛЛгЎЈ
ЎЎЎЎУЎ»ЁІјГҝТ»Й«О»УЎЦЖКэБҝЈ¬И«ЗтЖҪҫщТСҙУ1992ДкөД4160ГЧПВҪөЦБ2001ДкөД2235ГЧЈ¬ПВҪө·щ¶И40ЈҘЎЈАӯ¶ЎГАЦЮөДУЎ»ЁЕъБҝФЪА©ҙуЈ¬ЦчТӘКЗГАЦЮөДЧ°КОІјЧӘТЖөҪАӯ¶ЎГАЦЮЈ¬ЕъБҝҙуРЎ»№КЗәНЧоЦХУГНҫУР№ШЎЈЕ·ЦЮөШЗшУРөДЕъБҝПаөұРЎЈ¬УРөД№«ЛҫТ»ёцЙ«О»ЙхЦБөНөҪ400ЦБ500ГЧЎЈ
ЎЎ 5.УЎ»ЁК№УГөДИҫБП
ЎЎЎЎИ«ЗтУЎ»ЁІјК№УГөДИҫБПЦчТӘКЗНҝБПЎў»оРФЎў·ЦЙўИэҙуАаЈ¬НҝБП2001ДкөД45ЈҘұИ1997Дк52ЈҘПВҪө7ЈҘЈ»»оРФИҫБП2001ДкөД30ЈҘұИ1997Дк27ЈҘЙПЙэ3ЈҘЈ»·ЦЙўИҫБП2001ДкөД19ЈҘұИ1997ДкөД17ЈҘЙПЙэ2ЈҘЈ¬ХвәНК№УГҫЫхҘПЛО¬ФцјУУР№ШЎЈЈЁјыұн4Ј©
ЎЎЎЎ ұн4. И«ЗтК№УГҙуАаИҫБПұИАэ ЈҘ

ИэЎўУЎ»ЁІјЦРөДОД»Ҝ·ыәЕЈәА¶УЎ»ЁІј
ЛжЧЕЙъ»оЛ®ЖҪөДМбёЯЈ¬ҙуЦЪ¶ФГА№ЫөДТӘЗуТІЛжЦ®МбёЯЈ¬ҙУ¶шК№УЎ»ЁІјЧЬөДАҙЛөјИКЗ№ӨТөІъЖ·УЦКЗ№ӨТХІъЖ·Ј¬І»ҪцТӘЗуәГУГЗТТӘәГҝҙЎЈЖдЦРЈ¬ЦБҪсДЛКЗОТ№ъөДТ»ЦЦ№ъҙвөДА¶УЎ»ЁІјТСҫӯіЙОӘТ»ЦЦОД»ҜПЦПуЈ¬іЙОӘТ»ГЕ№ӨТөТХКхЎЈ
А¶УЎ»ЁІјКЗҙ«НіөДпОҝХ°ж°ЧҪ¬·АИҫУЎ»ЁЈ¬ҫаҪсТСУРТ»З§Иэ°ЩДкАъК·ЎЈЛьөДУЎИҫ·Ҫ·ЁИ«ІҝКЦ№ӨІЩЧчЈ¬КЗ°СпОҝХ»Ё°жЖМФЪ°ЧІјЙПЈ¬УГ№ОҪ¬°е°С·АИҫҪ¬јБ№ОИл»ЁОЖҝХП¶В©УЎФЪІјГжЙПЈ¬ёЙәуҪюИҫөеА¶КэұйЈ¬БАёЙәу№ОИҘ·АИҫҪ¬·ЫЈ¬јҙПФПЦіцА¶°Ч»ЁОЖЎЈ
А¶УЎ»ЁІјФҙУЪЗШәәЈ¬РЛКўУЪМЖЛОКұЖЪЈ¬Ў¶НјКйјҜіЙЎ·ҫнЦРјЗФШЈәЎ°Т©°ЯІј-ТФІјДЁ»ТТ©¶шИҫЗаЈ¬әтёЙЈ¬ИҘ»ТТ©Ј¬ФтЗа°ЧПајдЈ¬УРИЛОпЎў»ЁДсЎўК«ҙКёчЙ«Ј¬ідфАбЈЦ®УГЎЈЎұГчЗеЦ®јКЈ¬Т©°ЯІјТСЖХұйБчРРУЪГсјдЈ¬ЛщТФЎ¶№ЕҪсНјКйјҜіЙЎ·ОпІъҝјФ»ЈәЎ°Т©°ЯІјЛЧГыҪҪ»ЁІјЈ¬ҪсЛщФЪҪФУРЦ®ЎЈЎұЎ¶№вРчНЁЦЭЦҫЎ·јЗФШЈәЎ°ЦЦА¶іЙЖиЈ¬ОеФВШЧФ»Н·А¶Ј¬ЖЯФВШЧФ»¶юА¶Ј¬к¶Т»іШЛ®Ј¬јіЛ®ҪюИлКҜ»ТЈ¬ҪБЗ§ПВЈ¬мжИҘЛ®Ј¬јҙіЙөеЈ¬УГТФИҫІјЈ¬Ф»РЎёЧЗаЎЈЎұ
Т©°ЯІјәНҪҪ»ЁІјҫНКЗОТГЗіЈіЖөДА¶УЎ»ЁІјЎЈХвЦЦА¶УЎ»ЁІјУРА¶өШ°Ч»ЁәН°ЧөША¶»ЁБҪЦЦРОКҪЎЈА¶өШ°Ч»ЁІјЦ»РиУГТ»ҝй»Ё°жУЎ»ЁЈ¬№№іЙОЖСщөД°Яөг»ҘІ»Б¬ҪУЈ¬АэИзЈәГ·ЎўАјЎўЦсЎўҫХЎЈ°ЧөША¶»ЁІјөДЦЖЧч·Ҫ·ЁЈ¬іЈУГБҪҝй»Ё°жМЧУЎЈ¬УЎөЪТ»ұйөДҪР"»Ё°ж"Ј¬УЎөЪ¶юұйөДҪР"ёЗ°ж"ЎЈёЗ°жөДЧчУГКЗ°С»Ё°жөДБ¬ҪУөгәНРиБф°ЧөШЦ®ҙҰХЪёЗЖрАҙЈ¬ёьЗеіюөШіДНРіцА¶Й«»ЁОЖЎЈБнТ»ЦЦУЎЦЖ°ЧөША¶»ЁөД·Ҫ·ЁЈ¬КЗТФТ»ҝйөҘ¶АөДУЎ»Ё°жіДТФНшЧҙОпЈ¬»Ё°жөДОЖСщОЮРиГҝҙҰБ¬ҪУЈ¬ҝМәГәуУГҪәәНЖбҪ«»Ё°жХіАОФЪҙуГж»эөДНшЧҙОпіДөЧЙПЈ¬И»әуФЩ№ОУЎҪ¬БПЎЈУРөДА¶УЎ»ЁІј»№КЗЛ«ГжөДЈ¬ХвҫНРиТӘФЪХэГж№ОҪ¬ёЙНёәуЈ¬АыУГҝҪұҙЧАФЪ·ҙГж¶ФЧјХэГжОЖСщФЩ№ОҪ¬Т»ҙОЈ¬ХвСщИҫәуҫНҝЙөГөҪЛ«ГжөДА¶УЎ»ЁІјЎЈ
ҪӯЛХДПНЁКЗА¶УЎ»ЁІјөД·ўФҙөШЈ¬¶шА¶УЎ»ЁІјТІКЗДПНЁЧоҫЯҙъұнРФөДГсјд№ӨТХЖ·Ц®Т»ЎЈДПНЁГсјдА¶УЎ»ЁІјКјУЪГчҙъЈ¬Бчҙ«ЦБҪсЎЈҫӯ№эТ»ҙъҙъГсјдТХИЛУИЖдКЗөұҙъГсјд№ӨТХјТөДІ»РёЕ¬БҰЈ¬ҙУөҘТ»өДНБІјЦЖЖ·ЧЯПт¶аЦЦГжБПөДЦЖЖ·Ј¬ҙУЙъ»оКөУГРНЧЯПтКөУГЎўЧ°КО¶аЦЦАаРНЎўҙУМпТ°ЪдД°ЧЯПтіЗКР¶ј»бЈ¬ҙпөҪБЛЛьЗ°ЛщОҙУРөД»Ф»НЎЈ
А¶УЎ»ЁІјіЙОӘАъҙъЦР№ъЖҪГсЧоОӘЖХј°өДКЦЦҜЈ¬КЦ№ӨУЎИҫ·ДЦҜЖ·Ј¬ЛдИ»Г»УРЛҝіс»Ә№уЈ¬ө«ЖдТХКхіЙҫНІўІ»С·Й«Ј¬Н¬ЛОҙъөДЗа»ЁҙЙЖчПаұИҪПЈ¬ЖдЙоҝМөДОД»ҜЖ·О¶әНА¶°Ч·ЦГчөДТХКхёсөчКЗәОөИөДПаЛЖЎЈЛьЙў·ўЦшГсјдҙ«НіОД»ҜТХКхөДҙҫ·зЦ®ҙҝГАЈ¬К№ИЛ»ШО¶ОЮЗоЎЈУГХвЦЦ№ЕАПөДҙ«НіОД»ҜТЕІъЦЖЧчөДёчАа·юЧ°ј°ёчЦЦ№ӨТХЖ·Ј¬ВГУОУГЖ·Ј¬І»ә¬¶ФИЛМеУРәҰөД»ҜС§іЙ·ЦЎЈК№УГЛь·В·рУЦ»ШөҪОТГЗЧжПИЙъ»оөДЧФИ»КАҪзЈ¬ХвКЗИОәОПЦҙъ№ӨТөІъЖ·ОЮ·ЁМжҙъөДЈ¬№КЙоКЬИЛГЗөДЖХұйПІ°®ЎЈ
ЛДЎўУЎ»ЁІјөДНј°ёј°Жд·ўХ№
ФҙФ¶БчіӨөДА¶УЎ»ЁІјіЙОӘУЎ»ЁІјЦРөДТ»ЦЦОД»ҜЈ¬ЛьөДНј°ёҫНКЗХвОД»ҜЧоЦұ№ЫөДұнХчЎЈЧ·ЛЭЖрАҙЈ¬А¶УЎ»ЁІјөДНј°ёТІКЗОТ№ъЧоФзөДУЎ»ЁІјНј°ёЎЈХвР©Нј°ёЧйЦҜҙуМеЙПҝЙ·ЦОӘХЫЦҰЙў»ЁЈ¬НЕ»ЁЈ¬ІшЦҰ»ЁТФј°ЛД·ҪБ¬РшөДВъөШ»ЁөИЎЈҙУНј°ёөД№№іЙұд»Ҝј°јј·ЁөДҙҰАнАҙҝҙЈ¬ЛьјМіРБЛОТ№ъУЎИҫ№ӨТХөДУЕБјҙ«НіЈ»ЛьөДҪб№№КиГЬҫщФИЈ¬КжККИЪәНЈ»ЛьөДФмРНјтҪаНкХыЎўЖУКөЎўҪЎҝөЈ¬ПЯМхјтөҘГчҝмЈ»ЛьөДСХЙ«ЛдИ»¶аКЗөҘЙ«Ј¬ө«ЙЖУЪФЛУГөгЎўПЯЎўГжөДІ»Н¬ТХКхР§№ыЈ¬ұцЦчәфУҰЎЈёьҝЙ№уөДКЗХвР©»ЁОЖХжКөөШҝМ»®іцІ»Н¬ОпПуөДёРҫхЈ¬Из»Ё°кФІИуЈ¬Т¶ВцНҰРгЈ¬АПёЙІФҫўЈ¬ДЫЦҰБчАыөИөИЈ¬ё»УРТХКхРФЎЈ
¶шИзҪсЈ¬УЎ»ЁІјЛьГЗөД»ЁРНЙијЖХэИХҪҘұ»ЦШКУЈ¬»ЁРНЙијЖЙхЦБіЙОӘ°жИЁұЈ»ӨөДТ»Іҝ·ЦЎЈКІГҙСщөД»ЁРНКІГҙСщөД·зёсІЕҝЙТФККәПКұРЛәНіұБчЈ¬ХвТСҫӯКЗУЎ»ЁІјөДТ»ёцҙуҝОМвЎЈ·юЧ°УГУЎ»ЁІјОӘАэЈ¬әНіЙТВУЎ»ЁІ»Т»СщЈ¬УЎ»ЁІјФЪПы·СКРіЎЙПНщНщұ»П·іЖОӘЎ°ҙуВ·»хЎұЈ¬ЛщОҪЎ°ҙуВ·»хЎұЈ¬ЦёөДКЗАПЙЩПІ»¶Ј¬іЗПзҪФТЛЎЈЧЬөДАҙЛөЈ¬УЎ»ЁІјНј°ёөДЙијЖРиТӘЧсСӯіЗПз¶юФӘ»ҜөД№жВЙЎЈКЧПИФЪЙ«ФуЙПЈ¬ГжПтПзХтөДУЎ»ЁІјТ»°гТӘЗуПКЎўЕЁЎўББЎўЙоЈ¬¶шіЗКРФтТӘЗуОДҫІСЕЦВЎЈФЪ»ЁРНЙПЈ¬іЗКРПІ»¶јёәОРОНј°ёөД¶аЈ¬ПІ»¶әмәмВМВМөДЎ°¶д¶д»ЁЎұ»ЁІјҪПЙЩЈ¬¶шЕ©ҙеФтПа·ҙЎЈ
КВКөЙПЈ¬ЙнОӘУЎ»ЁІјЙъІъҙу№ъЈ¬ОТ№ъөДУЎ»ЁІјНј°ёКЗУРЧЕЧФјә¶АМШөД·ўХ№АъіМөДЎЈ
ФЪОТ№ъЈ¬»ъЖчУЎ»ЁІјКЗДкС»Ж¬ХҪХщҪбКшЈ¬ОеҝЪНЁЙМЦ®әуІЕіцПЦөДЈ¬ФЪХвЦ®З°ИЛГЗөД·юЧ°УГІјіэБЛА¶УЎ»ЁІјЈ¬Нј°ё¶аКЗФЪИҫәГөДІјЙПРеіцАҙөДЎЈОеҝЪНЁЙМЦ®ә󣬻ъЖчУЎ»ЁІјҝӘКјКдИлОТ№ъЈ¬өұКұЛЧЎ°СуІјЎұЎЈХвР©Ў°СуІјЎұЈ¬УР¶н№ъөДЎ°ВЮЛОЎұ»ЁІјЈ¬УРУў№ъөДЎ°»ЁУрісЎұЎўЎ°М«еъ¶РЎұЈ¬»№УРГА№ъөДУЎ»ЁИЮІјәНИХұҫөДөНөөІъЖ·ЎЈөұКұЎ°СуІјЎұПъКЫ¶ФПуЦчТӘКЗіЗКРЈ¬УИЖдКЗҙуіЗКРЎЈ1926ЦБ1937ДкјдЈ¬Нв№ъИЛВҪРшФЪФЪОТ№ъҝӘЙиБЛУЎИҫі§ЎЈЧоФзКЗУў№ъФЪЙПәЈЖЦ¶«ҝӘ°мөДЎ°ВЪІэі§ЎұЈ»ЖдҙОКЗИХұҫФЪЙПәЈТ©Л®ЕӘҝӘ°мөДЎ°ДЪНвГЮі§ЎұЈ¬»№УРИХұҫҝӘ°мөДЎ°ГА»Әі§ЎұЎЈХвКұ»ЁІјөД·зёсЈ¬ҙуІҝ·ЦКЗ¶«Су»тОчСуөДЙ«ІКЎЈІўЗТЦрІҪІъЙъБЛЙоЙ«»ЁІјЈ¬ПъНщЕ©ҙеЎЈДЗКұ Ў°Мх»ЁЎұЎўЎ°ҝХРД»ЁЎұЎўЎ°Ву»ЁЎұЈ¬»№УР Ў°¶д¶д»ЁЎұ өИ¶јРРПъТ»КұЎЈ1930ДкТФәуЈ¬ҝӘКјіцПЦЦР№ъИЛЧФ°мөДУЎИҫі§Ј¬ЧоФзөДКЗЙПәЈУЎИҫі§Ўўҙп·бУЎИҫі§әНЦРСлУЎИҫі§ЎЈ1940ДкЈ¬УЙУЪ¶юХҪФЪЕ·ЦЮИ«Гжұ¬·ўЈ¬ҪшҝЪөҪЦР№ъөДЎ°СуІјЎұјхЙЩЈ¬№ъДЪУЎИҫі§УРБЛ·ўХ№Ј¬і§јТҪҘ¶аЎЈЖ·ЦЦТІУРФцјУЈ¬УЎ»ЁІјПъКЫГжЦрІҪА©Х№ЎЈУЎ»ЁІјөД»ЁРННј°ёөДЙијЖТІҪҘҪҘөГөҪБЛіхІҪөД·ўХ№ЎЈҪЁ№ъәуЈ¬ЛжЧЕИ«№ъУЎИҫі§І»¶ПФц¶аЎЈУЎ»ЁІјНј°ёЙијЖТІіЙОӘТ»ПоГАКх»о¶ҜЦ®Ј¬ҙУҙЛУЎ»ЁІјНј°ёЙијЖХжХэКЬөҪИЛГЗөДЦШКУЈ¬Іўұ»КУОӘУЎИҫі§ЙъІъУЎ»ЁІјөДЎӘёцЦШТӘ»·ҪЪЎЈ
1950Дк·ДЦҜ№ӨТөІҝХЩҝӘБЛУЎ»ЁІј»ЁОЖНј°ёЙијЖЧщМё»бЈ¬1956ДкУЦХЩҝӘБЛИ«№ъУЎ»ЁІјЙијЖЎўЙъІъЎўПъКЫ№ӨЧчёДҪш»бТйЈ¬Ј¬°д·ўБЛЎ¶јУЗҝ¶ФУЎ»ЁІј»ЁОЖНј°ёЙијЖөДБмөјЎ·өИОДјюЎЈХюё®өДНЖ¶ҜәНТэөјЈ¬К№ОТ№ъУЎ»ЁІјНј°ёФЪДДёцМШКвөДДкҙъіКПЦіц°Щ»ЁЖл·ЕөДҫЦГжЎЈІ»ВЫФЪНј°ё·зёсЙПЎўұнПЦјј·ЁЙПЎўЙъІъ·Ҫ·ЁЙП¶јөГөҪБЛ·ўХ№әНҙҙРВЎЈіцПЦБЛёчЦЦРВөДУЎ»ЁІјНј°ёЎЈјИУРЕЁәсөДГсЧеГсјдМШЙ«өДЈ¬УЦУРҪЎҝөөДОьИЎБЛ№ъНвјј·ЁіӨҙҰөДЈ¬јИУРититИзЙъөДРҙКөРФ»ЁОЖЈ¬ТІУРё»УРЧ°КОРФөДНј°ёОЖСщЈ¬јИУРұј·ЕЖГАұөДЈ¬УЦУР№ӨХыҫ«ЗЙөДЈ»јИУРЧВЧіЖУКөөДЈ¬ТІУРПЛПёРгАцөДЈ»јИУРЕЁСЮ¶бДҝөДЈ¬УЦУРОДҫІТЛИЛөДЈ»јИУР·ұИЩ¶аІКөДЈ¬ТІУРЛШЙ«ЗеСЕөДЈ»јИУРЧФИ»БчВ¶өДЈ¬УЦУРіБЧЕә¬РоөДЈ¬јИУРҙнЧЫГЬВъөДЈ¬ТІУРПЎКиЗеЛ¬өДЈ»јИУРИзіӯИзісөДЈ¬ТІУРЛЖДШЛЖИЮөДөИөИЎЈ
ИзҪсЈ¬УЎ»ЁІјНј°ёЙијЖТСҫӯКфУЪКөУГГАКхөД·¶ілЎЈЛьәНОДС§ЎўТфАЦЎў»ж»ӯЎўөсҝМТ»СщЈ¬ҫЯУРТХКхөДМШЦКЎЈ
ІОҝјОДПЧЈәМХЖфПНЎ¶КАјНЦ®іхИ«ЗтәНОТ№ъУЎ»ЁјјКхөД·ўХ№ЗчКЖЎ·
ұаЧ«ЈәОвФӘББ
