 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003-2020 ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务

【集萃网观察】烂花印花织物根据烂花后的地色织物有无色泽,可分为一般烂花印花和着色烂花印花二种。着色烂花印花也就是在纤维素纤维腐蚀的同时,留下的纤维同时染上色泽,形成有各种色泽的似透明的网眼花型,与不同地色呈现绚丽多彩的凹凸效果。
(1)一般烂花印花(涤棉混纺)的工艺技术
纤维素纤维的耐酸性比蛋白质纤维、合成纤维都差,在低浓度的无机酸存在下,纤维素纤维在常温短时间内较为稳定,但在高温长时间作用下,则会引起水解,成为聚合度低的水解纤维素,如进一步水解,即成为纤维二糖,最终成为葡萄糖。利用纤维素纤维的耐酸性差,可用酸来进行腐蚀加工,获得烂花印花效果。

a.工艺流程:
织物定形→印花→热处理(汽蒸或焙烘) →洗涤→柔软整理
b.酸浆处方:
66oBe硫酸 30―33毫升
混合糊料 600―700毫升
水 x
1升
其中混合糊料为:
60%白糊精:6%龙胶::乳化糊:=1:1:2
c.汽蒸条件:温度95℃―97℃ 时间:3分钟±30秒
焙烘条件:温度100℃~102℃ 时间:1~1.5分钟
d.柔软整理:
涤棉混纺织物很容易产生静电,经烂花后静电更严重,因此烂花印花后,在柔软整理的同时,加入抗静电剂。
e.织物规格不同对烂花质量影响
烂花质量的优劣,主要是把纤维素纤维烂得越净,则烂花效果越好,织物规格不同,烂花效果相差很大。对高密度的混纺机织物,还要采用机械揉搓,才能达到烂花效果。
表5 各种涤棉织物与烂花效果的关系
织物 规格 烂花效果 涤棉全包芯 38 x 38 9085 最好 涤棉半包芯 40x40 9485 良好 涤棉50:50混纺 35 x35 9056 一般 涤棉65:35混纺 40 x40 10087 稍差 涤棉65:35混纺 45 x 54 10092 较差 涤棉65:35混纺 50x 50 9682 差
(2)着色烂花印花的工艺技术
a.工艺流程:
织物定形→印花→热处理(汽蒸或焙烘) →洗涤→柔软整理
b.强酸着色烂花浆的处方:
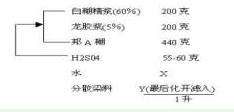
分散染料必须待酸浆制成后,最后用水化开后,用滤网加入酸浆中,以免产生色点。
c.热处理条件与柔软整理,基本上与一般烂花工艺一样。
d.着色烂花浆中所选用的分散染料,必须能耐强酸,但色浆调制时pH值不能偏低,否则会使分散染料中的某些扩散剂引起凝聚。同时乳化浆的加入也能改善色浆的印制性能。
